Заклепочные соединения деталей
Содержание:
- Материал изготовления
- Недостатки заклёпочных соединений
- Разновидности заклепок
- 1.5. Краткие сведения о материалах заклепочных соединений
- Применение — заклепочное соединение
- Клёпальник и заклёпки
- Рейтинг лучших производителей
- Как пользоваться обычным клепочником правила и рекомендации
- Расходные материалы
- Что такое клёпка
- Виды заклёпочных соединений
- Клепание металла
- Этапы работ
- Из какого материала должна быть заклепка
- Виды заклепочных швов
Материал изготовления
Основными материалами для изготовления заклепочного соединения являются низкоуглеродистые стали, цветные металлы, а также некоторые сплавы. Несмотря на это, к каждому материалу предъявляются жесткие требования:
- Для облегчения монтажа изделия материал должен быть пластичным.
- Материалы должны иметь одинаковый температурный показатель расширения. При невыполнении данного требования, при перепадах температур будет возникать дополнительное напряжение. В конечном итоге заклепочные соединения разрушатся.
- Материалы должны быть однородными. Это делается для того, чтобы гальванический ток не разрушал соединения. Например, для скрепления стальных деталей применяются стальные заклепки, медных элементов – медные и т. д.
Недостатки заклёпочных соединений
Заклёпочные работы на судне (рисунок из статьи «Заклепки» «Военная энциклопедия Сытина»)
Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
Необходимость специальных мер для герметизации
Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин
Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
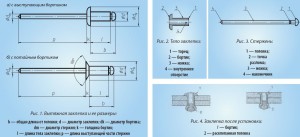
Разновидности заклепок
В общем случае заклепка представляет собой металлический цилиндр разной длины и диаметра. Выделяется 2 основных вида — монолитные (цельные) и трубчатые (пистоны) клепки. Цельнометаллические имеют вид отрезка проволоки или прутика. Пистоны имеют форму трубки, т.е. внутри у них есть канал, не заполненный металлом. До недавнего времени цельные клепки считались классическими и являлись единственным видом клепок. Сейчас в основном используются пистоны, так как позволяют механизировать процесс. Классические применяются только при ручном способе расплющивания шляпок.
В свою очередь, пистоны подразделяются на следующие типы: вытяжные и гаечные клепки. Вытяжные имеют форму трубки, с одной стороны которой выполнена расширенная головка. Во внутренний канал цилиндра такого устройства вводится стержень (пуансон) с расширенной головкой на одном конце. Пуансон вставляется со стороны, противоположной головке, и после пропускания через отверстие образует вторую головку.
На внутреннем канале гаечной заклепки выполняется резьба приблизительно на половине длины клепки, предназначенная для последующего завертывания в нее винта (болта). На конце клепки без резьбы изготавливается расширенная головка. Участок клепки, где отсутствует резьба, является деформационной зоной. Для установки гаечных заклепок применяется специальный тип заклепочника. Экземпляры с резьбой помимо цилиндрической формы могут быть выполнены в виде шестигранника.
Заклепки различаются по материалу, из которого они сделаны. Наибольшее распространение находят экземпляры из алюминия или его сплавов из-за его мягкости и пластичности. Для соединений с повышенной прочностью применяются стальные заклепки. Установка таких заклепок требует значительных усилий для расплющивания головок. В отдельных случаях находят применение заклепки из медных сплавов — латуни, бронзы.
1.5. Краткие сведения о материалах заклепочных соединений
Основными материалами
склепываемых деталей являются
мало-углеродистые стали Ст.0, Ст.2, Ст.3,
цветные металлы и их сплавы.
К материалу заклепки
предъявляются требования:
1. Высокая пластичность
для облегчения процесса клепки.
2. Одинаковый
коэффициент температурного расширения
с материалом деталей во избежание
дополнительных температурных напряжений
в соединении при колебаниях температуры.
3. Однородность с
материалом склепываемых деталей для
предотвращения появления гальванических
токов, сильно разрушающих соединения.
Для стальных деталей применяются только
стальные заклепки. Для дюралюминиевых
деталей применяются алюминиевые
заклепки, а для медных деталей — медные.
Заклепки изготовляют
на высадочных автоматах из прутков
малоуглеродистых сталей Ст.2, Ст.3, 10кп,
20кп, из сплавов цветных металлов Л62, МЗ,
АД1 и др.

Рис. 1.6. К расчету
однорядного односрезного заклепочного
шва
На практике при
расчете прочных заклепочных швов
пользуются следующими соотношениями,
полученными совместным решением
уравнений при условии равнопрочности
всех элементов шва:
1. Диаметр отверстий
под заклепки для швов внахлестку (см.
рис. 1.6) или с одной накладкой (см. рис.
1.4)
d≈2s
(1.5)
2. Шаг заклепочного
шва (см. рис. 1.6.)
t=(36)d
(1.6)
3. Расстояние от
края детали до оси заклепки (см. рис.
1.6)
при продавленных
отверстиях
е=2d
(1.7)
при сверленых
отверстиях
е=1,65d
(1.8)
4. Расстояние между
рядами заклепок (см. рис. 1.4)
а≥0,6t,
(1.9)
5. Толщина накладок
(см. рис. 1.5)
s1=0,8s
(1.10)
Необходимое число
заклепок z
определяют расчетом из условий прочности
па смятие и срез по формулам (1.1) и (1.2).
Контрольные вопросы
1. Изложите последовательность образования
заклепочного шва.
2. Дайте классификацию заклепочных швов
но назначению и конструктивным признакам.
3. Из каких соображений устанавливают
соотношения размеров элементов
заклепочного шва?

Рис. 1.8. Пример
соединения полосы с проушиной
Применение — заклепочное соединение
Применение заклепочных соединений в настоящее время ограничено конструкциями, выполненными из несвариваемых материалов, либо работающими под воздействием ударных нагрузок, а также в мостостроении, авиации, краностроении.
Применение заклепочных соединений в настоящее время резко сократилось в связи с развитием сварки.
В современном машиностроении область применения заклепочных соединений все более сокращается в связи с совершенствованием методов сварки.
|
Основные типы заклепок. |
В современном машиностроении область применения заклепочных соединений все более сокращается по мере совершенствования методов сварки.
В настоящее время область применения заклепочных соединений как неразъемных все более сокращается по мере совершенствования методов сварки и склеивания. Их рекомендуется применять: а) в конструкциях, воспринимающих большие вибрационные и ударные нагрузки; б) при изготовлении конструкций из трудносвариваемых материалов ( например, дюралюминий); в) в конструкциях с повышенными требованиями к надежности соединения.
|
Заклепки с полукруглой головкой ( прочные швы. |
С усовершенствованием технологии сварочного производства применение заклепочных соединений постепенно сокращается. В данной статье затронуты заклепочные соединения общего машиностроения и металлоконструкций, исключая самолетостроение.
 |
Заклепки с потайными головками широко применяют при креплении листов ( обшивка щитков к рамам и другим несущим системам, а также для скрепления деталей из различных материалов ( сталь-дюраль и др..| Заклепки с полукруглыми головками используют для соединения силовых элементов.| Заклепки с полупотанной головкой применяют при соединении.| Трубчатые заклепки применяют при скреплении малопрочных материалов ( пластмасс, фанеры, резины, войлока и т. д.. В отличие от обычных заклепок трубчатые обладают относительно большой устойчивостью и не искривляются в процессе расклепки при скреплении мягких материалов.| Пистонные заклепки развальцовывают, и поэтому их применяют при скреплении хрупких материалов, не допускающих ударов.| Специальные заклепки односторонней клепки ставят в местах, в которых с внутренней стороны невозможно подвести поддержку. На рисунке представлена одна из конструкций таких заклепок. Заклепка из мягкой стали, снабженная в нижней части четырьмя прорезями и имеющая коническое донышко, вставляется в отверстие специальным конусным инструментом. нижняя часть разводится и скрепляет детали. |
Широкое развитие сварки и склейки материалов сильно сократило применение заклепочных соединений. Однако остаточные напряжения и п оводка сварных конструкций, не прошедших термическую обработку, трудность или невозможность сварки между собой некоторых материалов, как, например стали и дюраля, сложная технология склейки, заставляют в отдельных случаях использовать заклепочные соединения.
В машиностроении применяют преимущественно холодное клепание, так как главный смысл применения заклепочных соединений здесь состоит в устранении теплового воздействия и получении прочных соединений деталей без нарушения точности их размеров и взаимного расположения.
|
Разновидности заклепок. |
В машиностроении почти всегда применяют холодное клепание, так как главный смысл применения заклепочных соединений здесь состоит в устранении теплового воздействия и получении прочных соединений деталей без нарушения точности их размеров и взаимного расположения.
Сварные соединения находят все более широкое применение при сборке узлов машин, сокращая область применения заклепочных соединений.
До недавнего времени заклепочные соединения широко применялись в различных инженерных сооружениях — судах, котлах, кранах, мостах и др. В последние десятилетия область применения заклепочных соединений в общем машиностроении резко сузилась в связи с развитием методов сварки. Заклепочные соединения остаются основным видом неразъемного соединения при изготовлении металлических конструкций из легких сплавов ( дюралюминия), для которых еще не разработаны методы надежной силовой сварки.
Клёпальник и заклёпки
В советские времена и в первой половине 90-х, соединение заклёпками выполнялось при помощи громоздкого инструмента. В строительстве, а так же в бытовых домашних условиях, процесс клепания был крайне неудобен и занимал значительное время. Применялись молотковые заклёпки вот такого вида: , которые вручную при помощи ударов молотка или наставок, рассклёпывались со стороны на которой отсутствует шляпка. При этом, со стороны шляпки заклёпки необходим упор, что значительно уменьшает сферу применения данного типа крепления. Ну и конечно же такой «ударный» способ может принести повреждения покрытия скрепляемых элементов.
Как следствие, в наш быт очень быстро вошли западные технологии крепежа и появился такой инструмент как ручные клёпальники, идеально подходящие для выполнения ряда бытовых и строительных работ.
Рейтинг лучших производителей
Ручные заклепочники производят практически все компании, так или иначе связанные с производством ручного инструмента. Есть среди них и своеобразные лидеры, чья продукция заслуженно пользуется высоким спросом или имеет наибольшее число положительных отзывов. Начнем с одноручных моделей.
Относительно недорогой представитель этого класса от немецкой фирмы Stayer может с успехом применяться на бытовом уровне. Сменные головки позволяют устанавливать вытяжные заклепки 2,4 мм, 3,2 мм, 4 мм и 8 мм. Более дорогой вариант от того же производителя снабжен поворотной головкой и может быть использован для работы в самых различных условиях.
Аналогичный инструмент POP PS-15 производят в Великобритании, изготавливают его из сплава на основе алюминия, что делает инструмент одним из самых легких в своем классе (не более 600 г). Заклепочник снабжен тремя съемными головками для разного диаметра расходного материала. Удобные рукоятки позволяют работать длительное время. Специалисты рекомендуют такой инструмент для профессионалов, ввиду его исключительной надежности.
Российско-китайский производитель инструментов «Зубр» также представляет на рынок удачную модель «Зубр Мастер-31195». Модель снабжена поворотной головкой и четырьмя сменными насадками разного диаметра. Алюминиевый сплав обеспечивает вес около 700 г. Удобные рукоятки позволяют работать достаточно длительное время. Еще одна модель этого производителя «Зубр Универсал 270 мм» имеет в комплекте 8 насадок под различный диаметр заклепок. Это значительно расширяет диапазон его использования.
Поворотную головку имеет итальянский зеклепочник от фирмы «Armero» с маркировкой А320/104. Диаметр вытяжных заклепок варьирует от 3 до 5 мм. Небольшой вес и прочный сплав, по отзывам специалистов, не могут компенсировать неудобство пластиковых ручек. Однако все окупается надежностью и возможностью работать в самых разных условиях.
Надежный одноручный заклепочник для резьбовых клепок предлагает российский производитель «Кобальт». Инструмент под наименованием «Кобальт 243-561» имеет небольшой вес, прочный алюминиевый корпус, весьма удобные ручки. Диаметр заклепок ограничен размерами от 4 до 6 мм. Есть в ассортименте продукции этого производителя и клепальники для вытяжных заклепок, как одноручные, так и двуручные.
Популярные двуручные модели представляют, как правило, тех же производителей. Двуручный заклепочник от уже упоминавшейся фирмы Stayer может быть отнесен к разряду профессиональных инструментов. Двуручная схема позволяет работать с его помощью на протяжении нескольких часов, установив за это время сотни заклепок.
Сродни предыдущей и не менее популярная немецкая модель Kraftool industrie 31182, имеет длинные складные рукояти, позволяющие осуществлять значительное усилие при установке вытяжной заклепки. В сложенном виде инструмент укладывается в компактный кейс, в котором размещаются съемные насадки под различный диаметр заклепок. Специалисты отмечают значительный вес этого профессионального инструмента, около 3 кг. Но это указывается и как гарантия высочайшей надежности данной модели.
Как пользоваться обычным клепочником правила и рекомендации
Если у вас обыкновенная модель заклепочника, то инструкция по его использованию идентична применению инструмента-гармошки. В отверстие инструмента устанавливается заклепка, предварительно подобрав необходимый патрон (в зависимости от размера шпильки). После закрепленная в патроне пистолета бобышка уплотняется в предварительное отверстие двух листовых материалов. Воздействуя на рукоятку, происходит сжатие стенки бобышки за счет вытягивания внутренней шпильки с наконечником. Стенка с обратной стороны сплющивается, осуществляя тем самым надежное соединение. Если остаются выступающие части бобышки, то их можно удалить кусачками.
Схема принципа работы ручного заклепочника показана на фото ниже.
Специалисты рекомендуют четко подходить к выбору заклепок. От их выбора зависит эффективность соединения. Если длина бобышки будет меньше, чем толщина соединяемых заготовок, то в итоге соединения не получится. Длина самой бобышки должна быть в 2 раза больше толщины соединяемых деталей, но не более того.
Как выбрать длину заклёпки резьбовой
Подбор правильной длины заклёпки осуществляется в зависимости от вида резьбовой заклёпки и толщины листовой конструкции на которую устанавливается заклёпка. Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Таблицами с размерами и параметрами заклёпок
Принципиальная схема установки резьбовой заклёпки показана на видео:
Расходные материалы
Металл, из которого изготавливаются заклепки – зависит от материала соединяемых заготовок. Это может быть сталь, нержавейка, медь, алюминий. Речь идет о материале втулки. Вытяжной стержень изготавливается из стали. Чаще всего применяются алюминиевые втулки. Легкий металл легко деформируется при установке, и не подвержен коррозии.
Как правило, вытяжные заклепки не подвергаются силовому воздействию, то есть они предназначены для соединения деталей, которые не будут находиться под нагрузкой. Поэтому диаметр подбирается минимально возможный, для обеспечения прочности.
На иллюстрации видны основные размеры, которые необходимо учитывать перед покупкой.
К тому же проверьте, подходит ли набор головок вашего инструмента под диаметр клепок. От диаметра тела заклепки зависит прочность соединения. Однако злоупотреблять его величиной не стоит. Слишком крупные отверстия снижают прочность самой заготовки, да и выглядят не эстетично.
Следующий важный размер – длина тела заклепки. Слишком много металла, торчащего над соединяемыми заготовками – не только занимают место, но и снижают прочность соединения. Согласно установившейся практике – длина расклепываемой части не должна превышать 1-1,5 диаметра заклепки. Тогда соединение получается прочным и красивым.
Размер и длина сердечника в принципе не имеют значения. Главное – совместимость с головками инструмента. Общая длина тела заклепки, может быть какой угодно. Возможно, вам понадобится соединить достаточно толстые половинки.
Что такое клёпка
Механическое соединение деталей при помощи ряда заклепок называется клепкой, а само соединение — заклепочным швом. Используется там, где сваривать детали неудобно или соединяются несвариваемые материалы. Клепают не только металлы, таким образом соединяют детали в одежде, аксессуарах и т.д. Но там это больше отделка, нежели нагруженное соединение. Так что дальше пойдет речь о клепке в строительстве или обустройстве дома. В принципе, вместо клепки можно использовать винтовое соединение, но болты с гайками стоят дороже, да и их установка занимает больше времени.

Вот так выглядит заклепочное соединение
Если говорить об установке заборов из профлиста, заклепки более надежны, так как снять их можно только рассверлив крепеж. При установке винтов или саморезов, их можно выкрутить и унести и металл, и метизы. В некоторых случаях клепка более удобна при монтаже кровли из профнастила или металлочерепицы. На крыше установка винтовых соединений проблематична, требует много времени. А заклепками, да при хорошем инструменте, можно справиться за час или даже меньше.

Наиболее частое применение в личном хозяйстве
Как происходит соединение деталей при помощи заклепок? Заклепка устанавливается в подготовленное сквозное отверстие. Она имеет головку, которая упирается в материал и стержень. В процессе клепки конец стержня расплющивается, меняя форму под воздействием силы. Поэтому для этих метизов применяют пластичные металлы.
Виды заклёпочных соединений
Заклёпочные соединения делятся на:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные.
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паяным, сварным и клеевым соединениям. Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками.
Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные.
Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Клепание металла
Процесс клепки металлов состоит из двух этапов: подготовительного и собственно установки метизов. Подготовка — сверление отверстий, при необходимости раззенковка под потайные головки
Обратите внимание, что потайные головки могут быть с одной (любой) стороны или с двух
Сам процесс клепки такой:
- вставить заклепку;
- стянуть соединяемые детали;
- сформировать при помощи инструмента замыкающую головку;
проверить и зачистить соединение.
Так устанавливаются вытяжные заклепки
При хорошем инструменте работа идет быстро. Для частного применения и разовых работ обычно применяют ручные заклепочники. И даже с ними сам процесс (без сверления отверстий) занимает считанные секунды. Если говорить об установке профлиста или металлочерепицы, каждое сделанное отверстие рекомендуется промазать краской — для предотвращения коррозии. Именно эти процессы — сверление и покраска, занимают много времени.
Вообще, есть два способа установки заклепок: холодный и горячий. При горячем место соединения предварительно разогревается до определенной температуры (определяется металлом и толщиной деталей). На практике применяется при монтаже заклепок большого диаметра — 12 мм и более.
Заклепки ставят рядами. Минимальное расстояние между соседними — 4 диаметра, от края листа до центра метиза — не менее чем 1,5 диаметра заклепки. При креплении профлиста, ставят в выемку, не в волну.
Этапы работ
Этапы:
- Подготовка соединяемых деталей.
- Разметка отверстий.
- Высверливание отверстий.
- Зенковка готовых гнезд.
- Установка крепежных элементов.
- Обжим.
Прежде чем приступать к основным этапам работ необходимо:
- Очистить поверхности от налета, грязи, ржавчины.
- Отметить места будущих отверстия. Перед сверлением их нужно накернить, чтобы сверло не уходило в сторону.
Подготовка металлоконструкций (Фото: Instagram / start_blasting)
Высверливание отверстий
Высверлить отверстия в металлических поверхностях можно с помощью сверлильного станка или ручного электроинструмента. Лучше использовать сверлильный станок, поскольку им можно просверливать отверстия в деталях большей толщины.
При использовании ручного электроинструмента, важно точно контролировать его положение при сверлении, чтобы он не отклонялся в стороны. При сверлении необходимо использовать специальные охлаждающие жидкости
Работать можно только заточенным сверлом.
Вставка заклепок
Этапы:
- Крепежный элемент вставляется в отверстие стержнем снизу-вверх.
- Под закладную головку устанавливается поддержка. Если она потайная, необходимо применять плоскую поддержку.
- Детали уплотняются. Их осаживают в месте клепки. Зазоры между металлическими листами устраняются молотком.
Образование замыкающей головки
Способы выполнения:
- Прямой метод. Удары молотка наносятся по стержню заклепки с той стороны, где образуется замыкающая головка.
- Обратный метод. Удары молотком наносятся по закладной головке.
Слесарные молотки (Фото: Instagram / inforce_tools)
Из какого материала должна быть заклепка
Заклепки обычно берут из того же материала, что и соединяемые детали — это позволяет избежать электрохимической коррозии
Обращают внимание и на прочностные характеристики. Но, как правило, при соединении алюминиевых деталей, прочности алюминиевых метизов достаточно
Вообще, заклепки делают из таких металлов:
- сталь:
- обычная — марок Ст2, Ст3, Ст10;
- коррозионностойкая Х18Н9Т;
- оцинкованная;
- легированная (нержавеющая) — 9Г2, 304, 316.
- медь МТ и М3;
- алюминиевые сплавы (чаще АД1, Д18);
- алюминиево-магниевые (AlMg2,5; AlMg5; AlMg3),
- латунь (Л63).
При соединении медных деталей допустима установка латуни и меди. Алюминий соединяют алюминиевыми сплавами. Стальные листы — соответствующими марками стальных заклепок. Есть также смешанные метизы — из двух разных металлов (химически не конфликтующих). Чаще всего встречаются алюминиево-стальные.
Для установки фасадных элементов, откосов, отливов, металлочерепицы и профлиста, используются обычно вытяжные заклепки из оцинкованной окрашенной стали. Окраска — в тон с деталями.
Виды заклепочных швов
Если говорить о способе соединения листов, то заклепочные швы бывают внахлест (один лист накладывается на другой) и встык. Стыковочные швы могут быть с одной или двумя накладками. С накладками более надежные, применяются в ответственных и нагруженных местах.
Виды заклепочных швов: внахлестку и в стык с накладками
По расположению заклепок:
- однорядные;
- двухрядные;
- многорядные.
Располагаться они могут друг напротив друга или в шахматном порядке. Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.