Обозначение резьбы
Содержание:
- Трапецеидальная резьба
- Справочная информация
- Виды дюймовых резьб
- Что такое геометрическая метрическая резьба?
- Типы нарезаемой резьбы
- Резьбовые резцы и гребенки
- Метрическая резьба
- Применение
- Назначение резьбы и ее элементы
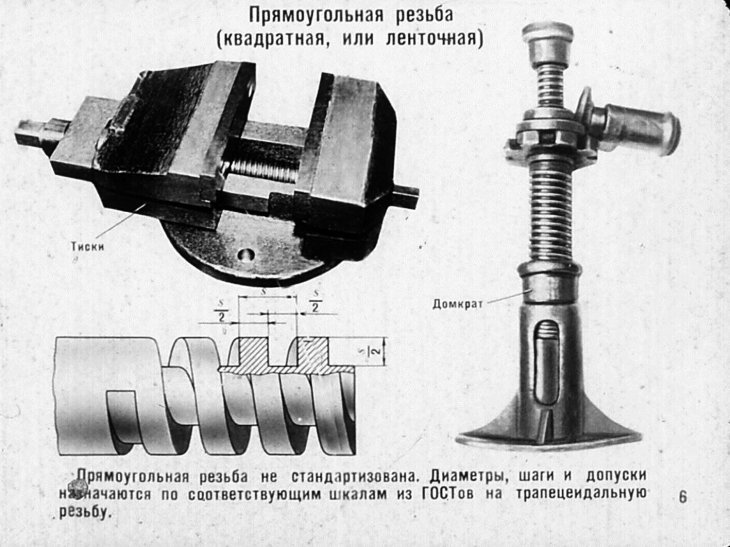
- Прямоугольная резьба
- Направление резьбы
- Виды резьбы
- Классы точности и правила маркировки
- Почему измерение происходит в дюймах
- Параметры и части метрической резьбы
- Ход и шаг
Трапецеидальная резьба
При создании систем управления нужно иметь резьбы с минимальным трением. При разработке роботов и аналогичной техники требуется заставить устройство быстро и очно перемещать исполнительный механизм. В этих случаях использую трапецеидальные резьбы. Гайка довольно легко скользит по стержню в любую сторону. В нужном положении она надежно фиксируется.
Таблица 5: Размеры резьбы и шаг винтовой линии для трапецеидальной резьбы
| Номинальный диаметр резьбы d, мм | Шаг P | ||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 8 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 0,25 | |
| 9 | 2,00 | 1,50 | |||||
| 10 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 11 | 3,00 | 2,00 | |||||
| 12 | 3,00 | 2,00 | 1,50 | ||||
| 14 | 3,00 | 2,00 | |||||
| 16 | 4,00 | 2,00 | 1,50 | 0,75 | 0,50 | ||
| 18 | 4,00 | 2,00 | |||||
| 20 | 4,00 | 2,00 | 1,50 | 1,00 | |||
| 22 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 24 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 0,75 | |
| 26 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 28 | 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | ||
| 30 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 32 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 34 | 10,00 | 6,00 | 4,00 | 2,00 | |||
| 36 | 10,00 | 6,00 | 4,00 | 2,00 | 1,50 | 0,75 | |
| 38 | 10,00 | 7,00 | 6,00 | 3,00 | |||
| 40 | 10,00 | 7,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 42 | 10,00 | 7,00 | 6,00 | 3,00 |
Справочная информация
ДокументыЗаконыИзвещенияУтверждения документовДоговораЗапросы предложенийТехнические заданияПланы развитияДокументоведениеАналитикаМероприятияКонкурсыИтогиАдминистрации городовПриказыКонтрактыВыполнение работПротоколы рассмотрения заявокАукционыПроектыПротоколыБюджетные организацииМуниципалитетыРайоныОбразованияПрограммыОтчетыпо упоминаниямДокументная базаЦенные бумагиПоложенияФинансовые документыПостановленияРубрикатор по темамФинансыгорода Российской Федерациирегионыпо точным датамРегламентыТерминыНаучная терминологияФинансоваяЭкономическаяВремяДаты2015 год2016 годДокументы в финансовой сферев инвестиционной
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Что такое геометрическая метрическая резьба?
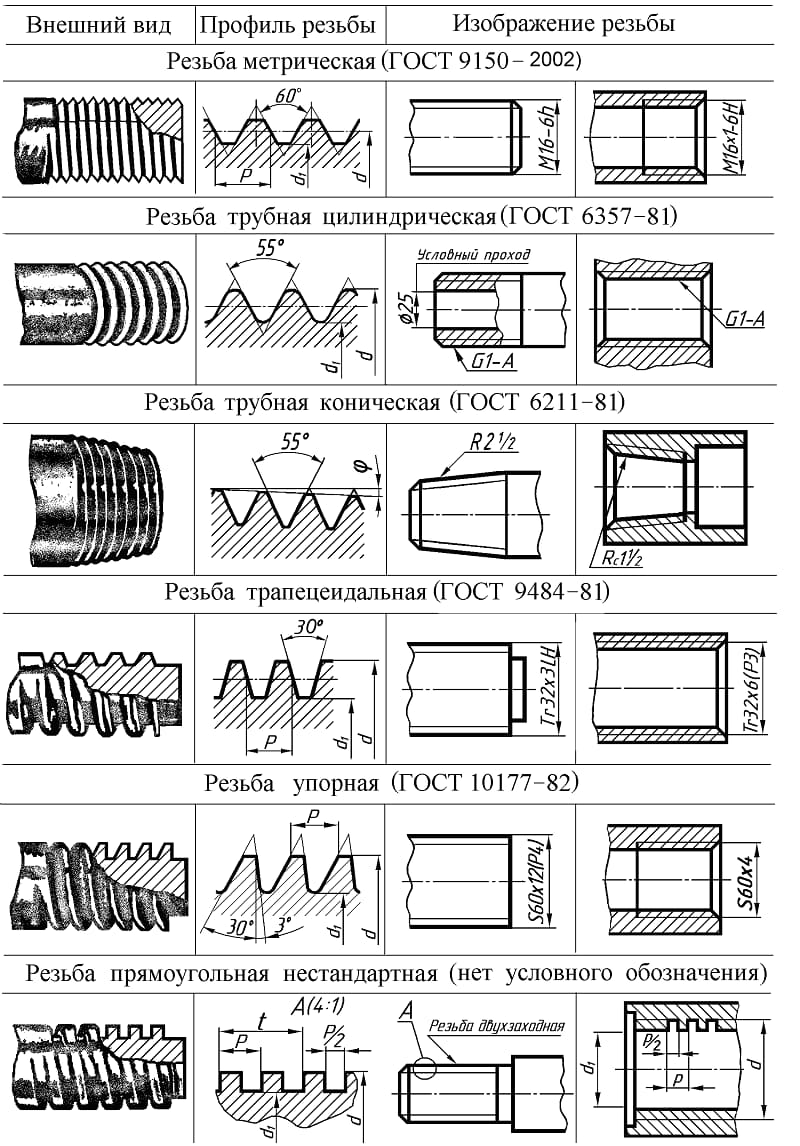
Метрическая контурная наружная геометрическая резьба создается на крепежных элементах. Выступы выполняются в виде равностороннего треугольника. Поэтому его все углы равны 60 градусам.
Профиль метрической наружной или внутренней контурной геометрической резьбы регламентирован ГОСТ 9150-81. Поэтому резьбовой рисунок создается с крупным или мелким шагом. Диаметр такой внутренней или наружной нарезки составляет 1-68 мм. В то же время спиральный рисунок на конусной или цилиндрической поверхности создается только с мелким шагом, когда размер его сечения превышает 68 мм. При этом мелкий шаг может иметь разное значение при одинаковом размере сечения, а крупный никогда не меняется.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
Виды резьбы
Существуют и другие типы резьбы для специальных применений
Резьбовые резцы и гребенки
Резьбовые резцы применяются для нарезания всех видов резьб и обладают следующими достоинствами: простотой конструкции, технологичностью и универсальностью. Последнее достоинство заключается в том, что одним и тем же резцом можно нарезать на цилиндрической и конической поверхностях наружную и внутреннюю резьбы различного диаметра и шага.
Резьбовые резцы работают по методу копирования, поэтому профиль их режущих кромок должен соответствовать профилю впадины нарезаемой резьбы. С целью повышения производительности иногда используется также генераторная схема резания.
Удаление припуска в процессе резьбонарезания производится в условиях несвободного резания при большой степени деформации снимаемого материала. При этом формирование резьбы осуществляется, как правило, за несколько проходов при малых сечениях срезаемой стружки. В связи с этим производительность процесса резьбонарезания низка, поэтому резьбовые резцы в основном применяются в единичном и мелкосерийном производствах.
Являясь фасонным инструментом, резьбовые резцы могут быть трех типов: стержневые, призматические и круглые.
На рис. 1 представлены типовые конструкции резьбовых резцов стержневого типа:
- цельный из быстрорежущей стали; с напайной твердосплавной пластиной; с механическим креплением твердосплавной пластины специальной формы, применяемой для нарезания наружной и внутренней резьб.

Рис. 1. Типы стержневых резьбовых резцов:
а — из быстрорежущей стали; б — с напайной твердосплавной пластиной; в — с механическим креплением твердосплавной пластины.
При многопроходном нарезании остроугольной резьбы резцами образование профиля резьбы может осуществляться по трем схемам (рис. 2): а) профильной — с радиальной подачей резца; б) генераторной — с подачей резца под углом к оси заготовки; в) комбинированной, состоящей из подачи под углом при черновой обработке и радиальной подачи — при чистовой (окончательной) обработке.
Достоинством генераторной схемы является увеличение толщины срезаемого слоя за один проход в 2 раза, что обеспечивает соответствующее сокращение проходов. Правая кромка в этом случае работает как вспомогательная кромка, оставляя ступеньки на обработанной поверхности. Этот недостаток позволяет исправить применение комбинированной схемы.

Рис. 2. Схемы резания, применяемые при нарезании резьбы:
а — профильная; б — генераторная; в — комбинированная; г — для нарезания трапецеидальной резьбы
При нарезании резьб с глубоким профилем, например трапецеидальных, формирование резьбы на предварительных операциях осуществляют резцами с разным профилем режущих кромок, как показано на рис. 2, г.
Стержневые резцы обычно имеют небольшой запас на переточку и их установка относительно заготовки связана с определенными трудностями, которые не возникают при использовании фасонных призматических и круглых резьбонарезных резцов.
Гребенки (рис. 3) — это многониточные фасонные резцы, которые могут быть стержневыми, призматическими, круглыми. Их используют главным образом для нарезания крепежных резьб с мелким шагом, т. е. резьб с небольшой высотой профиля.
Как показано на рис. 3 г, режущая часть гребенок состоит из заборной части длиной l1 заточенной под углом ц к оси и калибрующей части l2
где Р — шаг резьбы.

Рис. 3. Резьбонарезные гребенки:
а — стержневая с механическим креплением твердосплавной пластины;б — призматическая; в — круглая; г — рабочая часть гребенки
В начале рабочего хода гребенка имеет радиальную подачу на врезание и затем перемещается вдоль оси вращающейся заготовки с подачей на один оборот, равной шагу.
Метрическая резьба
Если рассматривать профиль метрической резьбы, то можно увидеть равносторонний треугольник с углом в 60 градусов. Такие соединения используются наиболее часто и могут иметь различный шаг: крупный, средний и мелкий.
- Коническое метрическое соединение применяется при необходимости качественной фиксации деталей без клея, герметиков и других составляющих.
- Дюймовая нарезка имеет также профиль в виде треугольника, но не равностороннего, а с вершиной равной 55 градусов. В России практически не используется, в основном можно встретить в зарубежных элементах и сооружениях.
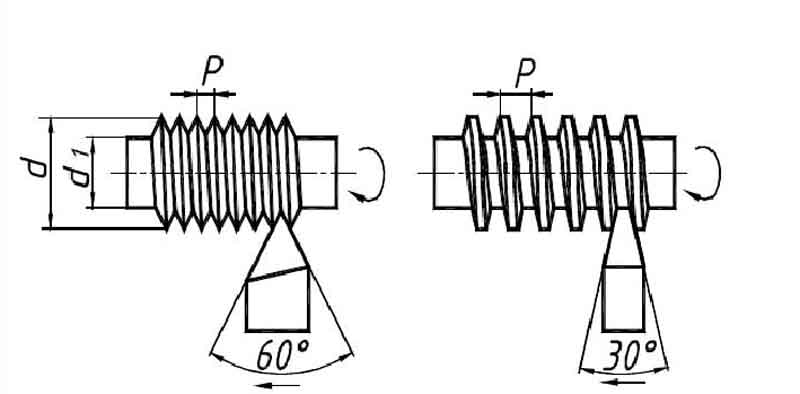
- Трапецеидальная в отличие от конической и дюймовой имеет трапециевидный профиль или обрезанный треугольник верхний угол которого равен 30 градусов. Чаще используется в деталях, испытывающих высокие нагрузки.
- Упорная резьба также представлена в виде трапеции, все стороны которой различны. Может встречаться в системах с односторонней нагрузкой, например, прессах или домкратах.
- Прямоугольная или квадратная нарезка может иметь разный профиль и размер шага в зависимости от мест применения.
- Круглая резьба способна выдержать повышенные нагрузки и имеет длительный срок эксплуатации без потери качества соединения в любых условиях, в том числе при загрязнении химическими и иными веществами.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.

Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Прямоугольная резьба
В таблице 3 представлены данные по прямоугольной резьбе.
Прямоугольные резьбы чаще всего изготавливаются с квадратным профилем зуба. Но некоторые производители для усиления применяют прямоугольные профили с расширенной полкой горизонтальной части
Таблица 3: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d, мм | Шаг P | |||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 |
| 8 | 2,00 | 1,50 | 1,25 | |||
| 9 | 2,00 | 1,50 | ||||
| 10 | 2,00 | 1,50 | 1,25 | |||
| 11 | 3,00 | 2,00 | 1,25 | 1,00 | ||
| 12 | 3,00 | 2,00 | 1,50 | |||
| 14 | 3,00 | 2,00 | ||||
| 16 | 4,00 | 2,00 | 1,50 | 1,00 | 0,75 | |
| 18 | 4,00 | 2,00 | ||||
| 20 | 4,00 | 3,00 | 2,00 | |||
| 22 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 24 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 26 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 28 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 30 | 10,00 | 6,00 | 3,00 | |||
| 32 | 10,00 | 6,00 | 3,00 | 2,00 | ||
| 34 | 10,00 | 6,00 | 3,00 | |||
| 36 | 10,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 38 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 40 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 42 | 10 | 7 | 6,00 | 5,00 |
Направление резьбы
Важной характеристикой, описывающей параметры метрической резьбы, является ее направление. Оно характеризует ориентацию винтовой линии, которая образует витки
По направлению резьбовые соединения классифицируют на:
- правые;
- левые.
В таблице приведено краткое описание направлений.
| Направление резьбы | Описание | Сфера применения |
| Правая | · выступ при вращении движется по направлению от наблюдателя по часовой стрелке;
· гайку надо вращать по часовой стрелке, чтобы навернуть на винт. |
Широко используется в машиностроении, наиболее распространённый вид крепежных соединений |
| Левая | · выступ при вращении движется от наблюдателя против часовой стрелки;
· гайку следует вращать против часовой стрелки, для того чтобы навернуть на винт. |
Применяется редко, например, для деталей, при работе которых происходит вращение в левую сторону:
· шпильки для крепления в автомобиле левых колес; · в велосипедах влево завинчивается крышка трещотки и левая педаль в шатуне; · при стяжке талрепом; · в баллонах, работа с которыми требует контролирования объема газа (пропановые баллоны); · в некоторых уникальных изделиях для защиты покупателя от приобретения поддельной продукции |
Все крепежные детали с левой резьбой имеют особую маркировку.
На болтах на торце шестигранника проставляется буква «Л». На шпильках буква «Л» также нанесена на торце. Штуцера и гайки маркируются двумя канавками, нарезанными на шестиграннике.
Виды резьбы
Цилиндрическая резьба по металлу классифицируется по размерам, положению на поверхности, числу заходов и области использования. В производстве выделяют несколько видов резьбы:
- метрическую;
- дюймовую (условные обозначения размеров в дюймах);
- метрическую коническую;
- круглую;
- трапецеидальную;
- упорную.
Данные виды используются в промышленности для соединения деталей различных видов.
Метрическая
Такой вид резьбового профиля применяется для крепежных соединений. В результате соблюдения технических условий ее можно использовать как ходовую. В разрезе резьба имеет вид треугольника с равными боковыми сторонами, угол вершины которого равен 55°. Изготавливается с одним или несколькими заходами для увеличения прочности соединения деталей.
В промышленности выделяют резьбы с размерами от 0,25 мм до 600 мм, при шаге 0,25 мм до 6мм, правого и левого исполнения. Мелкий шаг применяется для тонкостенных поверхностей. В маркировке изделия присутствует буквенное обозначение М, размер, шаг, а также добавляют число заходов и вид исполнения.
 Метрическая резьба
Метрическая резьба
Дюймовая
Применяется такой тип резьбы для соединения труб и запорной арматуры. Наносится на металлические поверхности и пластик. Размеры указываются в дюймах, в разрезе имеет вид треугольника с равными сторонами с углом вершины 55°. Впадины и вершины удаляются для предотвращения притирания металла. Размерный ряд начинается от 3/16 до 4 дюймов.
Метрическая коническая
Данный резьбовой профиль наносят на заготовку конического вида по внутренней или внешней поверхности. По техническим условиям угол конусности составляет значение 1:16. Применяется в трубных креплениях для создания повышенной герметичности. На чертежах метрическая коническая резьба маркируется МК, затем указывается значения размера и шага.
Круглая
Круглая резьба используется в трубных крепежах, при соединении кранов, стыков и ответвлений. В документации маркируется Кр, после указаны номинальные размерные значения. В основании и на вершинах производятся округлый профиль с углом 30°.
Трапецеидальная
Резьбу такого вида считают ходовым. Отличается от аналогов свойством самостоятельного торможения. Данная характеристика достигается при вращательном движении гайки по валу, в результате которого появляется повышенное трение. Не требует использования дополнительных элементов для закрепления деталей.
Применяется трапецеидальная резьба для преобразования вращения в поступательное трапецеидальное. Используется в автомобильной технике, промышленном оборудовании, станках, робототехнике. Движение детали на валу проходит плавно без рывков. Номинальные размеры от 8 мм до 640 мм, при шаге от 1,5 мм до 12 мм. На схемах маркируется Тр, а после указываются основные параметры.
Упорная
Используется такой тип резьбового профиля для оборудования, на валах которого наблюдается повышенная осевая нагрузка. В разрезе представляет собой трапецию с расположением рабочей стороны под углом 3°, а другой под углом 30°. Обозначается латинской буквой S.
 Упорная резьба
Упорная резьба
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
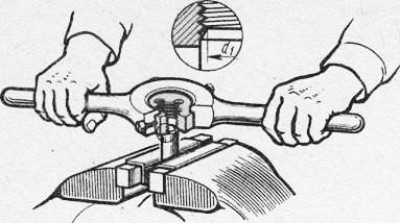
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Почему измерение происходит в дюймах
Различие между измерением диаметра резьбы металлической трубы в миллиметрах и дюймах часто приводит к путанице, ошибкам и трудностям выбора нужного изделия. Согласно классической линейной системе измерения 1 дюйм равен 25,4 мм.
Для измерения металлических труб пользуются специальным трубным дюймом, равным 3,324 см. Его особенность и уникальность состоит в том, что он охватывает не только величину внутреннего диаметра, но учитывает стенки трубы.
Основные инженерные расчеты выполняют по внутренним диаметрам, измерение труб по наружному диаметру бывает лишь в исключительных случаях.
Измерительной дюймовой системой исчисляются металлические газовые и водопроводные трубы, а для остальных видов применяется метрическая система измерения.
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
-
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
-
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
-
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
-
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
-
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
-
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
-
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
-
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Ход и шаг
Важными резьбовыми элементами являются:
- Шаг.Этот параметр представляет собой расстояние, на котором расположены одноименные точки профиля в направлении, параллельном оси. Это участок, который разделяет одноименные точки на двух соседних витках. Обозначается буквой «Р». Исходя из размера диаметра изделия, используются соединения с шагами:
- крупным (основным);
- мелким.
Для изделий диаметром менее 68 мм применяются резьбы с крупными и мелкими шагами. Только с мелкими шагами нарезаются резьбы на изделия диаметром более 68 мм.
- Ход резьбы.Под этим определением следует понимать отрезок, длиной равной расстоянию по направлению, параллельному оси резьбы, между двумя одинаковыми точками на рядом расположенных витках одного захода. Обозначается Ph. Он равен у:
- однозаходной – шагу, т.е. Ph=P;
- многозаходной – произведению количества заходов на длину шага, т.е. Ph=nP.
Шаг указывается на маркировке, также его можно определить из параметрических таблиц. Крупные шаги, они являются основными, на маркировке не указываются. Также шаг определяется путем:
- измерения резьбовыми калибрами (резьбомерами);
- сопоставления резьб различных деталей между собой;
- ввинчивания во внутреннюю резьбу наружной, при этом не должно быть сопротивления ввинчиванию;
- измерения с помощью штангенциркуля хода и деления полученного значения на число заходов.
Для измерения шага рекомендуется использовать болт, а не гайку, потому что есть возможность контролировать процесс измерений визуально. Цель определения шага – правильный выбор инструмента для нарезания или сверла под отверстие для резьбы.