Электроды для сварки. виды, характеристики, применение и цены на электроды
Содержание:
Применение
Строительство – важнейшая отрасль, охватывающая все сферы функционирования человеческого социума. Быт и развитие цивилизации невозможны без ремонта. К этому следует добавить, что за последние пару столетий промышленность развивалась фантастическими темпами.
Что объединяет эти три несомненных факта? В каждой из упомянутых областей деятельности просто необходима сварка. Всё это доказывает насколько данный процесс является важным элементов в жизни людей на планете.
Описываемый способ скрепления элементов конструкций востребован и имеет огромное значение. Причины подобного не трудно перечислить. Среди них множество преимуществ экономического и технического характера, выгодно отличающие сварку от прочих способов соединения материалов. Здесь на первое место было бы справедливо поставить некоторые из достоинств, упомянув их в отдельности.
- Долговечное качество. Скрепление элементов конструкции таким методом является надежным, проверенным временем и прочным.
- Снижение расходов. Даже по приблизительным подсчётам применение этого способа экономит металла до 30%, а в некоторых случаях даже больше. А простота процесса при подготовительных работах делает реальным снижение трудозатрат.
- Ускорение производства. Сварочные конструкции обладают относительно лёгким весом, по причине этого возможна значительная рационализация.
- Прогрессивность метода, постоянно совершенствуемого и дополняемого по ходу развития техники и науки, несомненна.
Оборудование для сварочных работ возможно изготовить самостоятельно, а умение и навыки придут впоследствии, полученные постепенно в процессе накопления опыта.

Здесь несомненно важны также теоретические знания, ведь технология метода непроста. Но дело того стоит, ведь самостоятельные действия в этом направлении экономически выгодны, так как покупка сварочного аппарата не может обойтись слишком дёшево.
Интересно упомянуть, что первый прообраз такого типа установок начал использоваться на практике больше столетия назад. А идея его создания тоже принадлежит русскому учёному Н.Г. Славянову.
Сначала ручной тип работ был единственный из возможных вариантов, хотя и теперь этот метод считается чрезвычайно распространённым. Но процессы постепенно автоматизировались, сначала наполовину. А теперь существует полностью автоматизированная сварка, причём в самых разных вариантах.
Одним из наиболее востребованных во многих областях является аргонная технология. Причины всеобщего внимания к этому методу в доступности для бытового применения. Он чаще всего необходим и считается наилучшим для сварки алюминия, а электроды, которые используются в данной случае, должны обладать особыми свойствами.
Алюминиевые изделия незаменимы в хозяйстве. Это могут быть кастрюли, чайники и прочие необходимые в повседневности предметы. Они часто выходят из строя и могут прохудиться, поэтому нуждаются в ремонте.
Приварить отвалившуюся деталь было бы просто, но крайние неудобства заключаются в капризах алюминия. Это проявляется в процессе нагрева и при кислородных контактах. Сварить материал практически невозможно. Металл, при попытке осуществить задуманное, горит и окисляется.

Но некоторые достижение и удачные идеи науки и цивилизации значительно упрощаю процесс. Здесь аргон служит своеобразной защитой, изолируя точки горячего воздействия от вредных контактов с атмосферой. При этом рекомендуется использовать для сварки вольфрамовый электрод, который подходит в данным случае больше всего по природным свойствам.
Описанный метод позволяет решить многие житейские проблемы и делает процесс починки антикварных вещей и предметов бытового использования доступным практически для каждого. Конечно, лучше прибегнуть к помощи настоящих профессионалов. Но это не всегда возможно, а нередко бывает слишком дорого.
Для аргонодуговой сварки электроды используются разных диаметров, но вольфрамовые материалы, ввиду их тугоплавкости, здесь подходят более других. Это тип соединения алюминиевых конструкций по причине доступности очень привлекателен для домашних мастеров.
Основы выбора электродов для сварки
Главной особенностью любого электрода с покрытием, является его обмазка. У каждой электродной обмазки свой химический состав, от которого во многом зависит назначение электрода. Электроды бывают с основным, рутиловым и кислым покрытием.
- Электроды с основным покрытием применяются для сварки постоянным током. Они имеют несколько затруднённый розжиг, чем рутиловые электроды, а также больше чувствительны к влаге.
- Электроды с рутиловым покрытием обеспечивают лёгкий розжиг дуги, из-за чего они популярны среди новичков в сварке.
- Электроды с кислым покрытием применяются для сварки инвертором. Однако ввиду особого состава электродной обмазки, варить кислотными электродами рекомендуется в хорошо проветриваемом помещении.

В ручной дуговой сварке применяются штучные электроды с покрытием. Ниже будет представлен рейтинг электродов в 2020 году, по мнению пользователей.
Виды электродов для ручной дуговой сварки
Данный вид сварки осуществляется посредством постоянного и переменного тока. Работа с постоянным током требует применения выпрямителей или специальных преобразователей.
Для переменного тока используют сварочные трансформаторы особой конструкции. Наиболее распространенным является метод с использованием плавящегося в дуге стержня. Он позволяет работать с легированными и углеродистыми сталями, чугунами и некоторыми цветными металлами.
В первом случае швы формируются в результате расплавления электрода. Во втором – плавится присадочный материал, вводимый внутрь сварочной ванны.
Существует несколько критериев разделения электродов:
- толщина;
- качество;
- тип покрытия.
Кроме того они могут быть металлическими и неметаллическими. Ко второму типу относятся только неплавящиеся.
Описание и характеристики
Этот метод, получивший самое обширное распространение, применим во многих областях строительной, ремонтной и промышленной деятельности. А история его началась более двух веков назад в России, когда человек с самой распространённой русской фамилией, профессор В.В. Петров подарил миру сварочные электроды – обычные металлические стержни, которые он использовал в ходе научного эксперимента, исследуя характеристики дугового разряда и возможность практического использования его свойств.

Упомянутый опыт стал толчком последующего бурного развития сварочных технологий. Ныне электроды, являющиеся основным элементом данного процесса, производятся из самых различных металлов, но в некоторых случаях из других материалов.
Их основным свойством является способность хорошо проводить электричество. А назначение данных элементов рабочего процесса в подведении тока к устройствам для всевозможных сварочных работ.
На сегодняшний день электроды для сварки, применяясь на практике самым активным образом, выпускаются в различных вариантах. Марок их насчитывается, пожалуй, около двух сотен.
В ходе сварочного процесса происходит соприкосновение электродов с определённым изделием из металла. Таким образом возникает искусственно созданное короткое замыкание.
Как следствие, в области касания сам стержень и поверхность рабочего материала значительно нагреваются. Здесь температура поднимается до показателей, когда происходит изменение структуры вещества.
Оно плавится, что способствует переносу частиц расходного материала и металла в область образования сварочного шва. Он окончательно формируется при последующем застывании.

Для дуговой сварки, где электроды подразделяются с учётом материала, положенного в основу расходника, характерны две группы из плавящихся и неплавящихся образцов. В последнем варианте стержни делают из тугоплавких веществ.
К ним относятся, как правило, вольфрам. Также часто бывает востребован обладающий особыми свойствами уголь и специальный искусственный графит. Для группы плавящихся типов при изготовлении используется сварочная проволока, а основой для них служит медь, алюминий, сталь.
В некоторых случаях, для достижения устойчивого горения и защиты от различного рода негативных внешних воздействий, подобные стержни наделяются особым покрытием, наносимым в процессе опрессовки. Но иногда обходятся без подобного защитного слоя.
В ходе изменения структуры плавящихся стержней сварочный шов формируется из элементов расходника и кромок рабочего металла, то есть сразу двух элементов процесса.
Неплавящиеся электроды для сварки лишь способствуют образованию нужного соединения. А само оно формируется исключительно за счёт изменения структуры основного материала. Расплавление его составляющих становится основой шва.
Зона, где материал находится в стадии плавления, именуется сварочной ванной. Само её существование считается залогом правильного ведения всего процесса.
Расстояние от неё до стержневого конца составляет длину сварочной дуги. Она корректируется по ходу действия при работе с металлическим изделием. Таким образом поддерживаются её размеры и перемещение электродов.
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
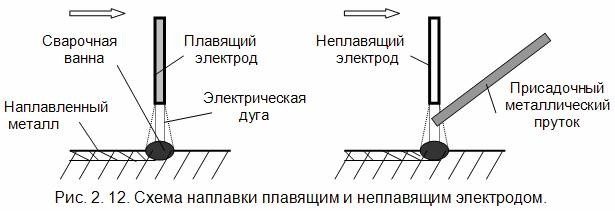
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав
Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
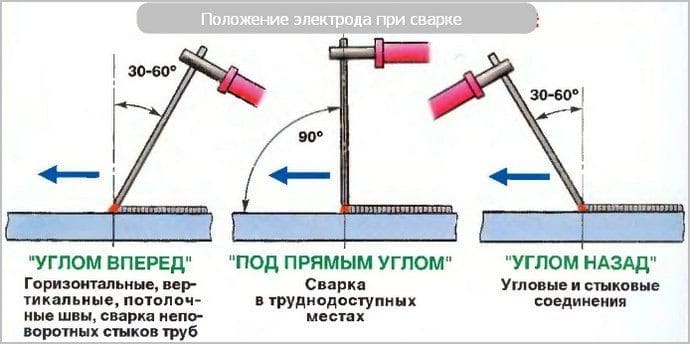
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками. Немаловажным фактором при выборе материала является вид оборудования
В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Виды электродов
С учётом особенностей предстоящего процесса подбираются разные виды электродов, чтобы шов получился аккуратный и эстетически привлекательный. Необходимо рассмотреть: по каким принципам это следует делать.
- По характеру материала. Скрепляемое изделие может иметь в основе разные вещества. К таковым относятся медь, алюминий, чугун, а также сталь различных образцов. Они могут включать в себя свойственные только им примеси и добавки.
- По типу сварочного аппарата. Здесь может применяться постоянный и переменный (то есть меняющий величину и направление, ввиду изменения полярности) ток.
- По характеру и положению шва. При сварочных работах соединения бывают разные: стыковые, торцовые, тавровые, угловые и прочие.
- Условиям проведения работ. Сварки проводятся не только на открытом воздухе земной атмосферы, но и при необычных газовых составляющих, а также в водной среде, иногда даже на большой глубине.
Электроды, не имеющие покрытия, в наши дни применяются всё реже. В полуавтоматических аппаратах, в область образования дуги постоянно подаётся сварочная проволока. Для правильного её формирования и используется обмазка, что помогает образованию у шва необходимых характеристик.

Выбрать тип стержня из огромного ассортимент разновидностей нетрудно, если мастер имеет намётанный глаз. Но для менее опытных сварщиков лучше всего сначала научиться разбираться в обозначениях, которые можно увидеть на упаковках и уметь расшифровывать указанные знаки в маркировке.
Многие сведения можно почерпнуть из инструкции или специально предлагающемуся к ней вкладышу. Если таковых не имеется, важную информацию желательно потребовать у продавца в форме дополнительной документации. Рекламным сообщениям лучше не доверять.
При расшифровке маркировки применяются следующие показателям:
- «Э» – штучный электрод, следующая за ним цифра указывает на допустимый предел при растяжении, превышение которого становится причиной разрушения материала (например, 42 кгс/мм²);
- «А» – означает улучшение характеристик (ударных, пластичных) шва за счёт содержащихся в обмазке компонентов;
Далее в маркировке указывается материал, предназначенный для соединения. Здесь существуют следующие обозначения:
- У – низколегированная сталь, богатая углеродом;
- Л – высоколегированная сталь, содержащая углерод в умеренных количествах;
- Т – термоустойчивая высоколегированная;
- В – высоколегированная со специальными добавками;
- Н – способ наплавки металла.
Маркировочные знаки также могут сообщить диаметр электрода, толщину покрытия и прочие показатели.

Цены на электроды
Ассортимент предоставляемых на рынке изделий слишком обширен, но в этом разнообразии достаточно легко запутаться, выбирая то, что действительно необходимо. Успех в данном предприятии достижим только при условии учёта типа процесса, который собираются применить.
Это касается и электродов для сварки инвертором (преобразователем электричества, при помощи которого имеется возможность получить ток требуемых параметров).

Подбор сварочных элементов можно разобрать на этом конкретном примере. Стержни, которые требуются в данном случае, отличаются по диаметру, типу материала и составу покрытия. Как не ошибиться в выборе?
Всё зависит от проводимых работ. Для дуговой ручной сварки следует приобретать плавящиеся металлические стержни. Для выполнения работ в аргоновой среде подходят неплавящиеся. Следует напомнить, что на формирование качественного шва существенно влияет состав вещества соединяемых деталей.
И это тоже следует учитывать. Таким образом, электроды для сварки стали будут совершенно других марок, чем для соединения изделий из чугуна. А о возможности их правильного применения можно судить по маркировке (как упоминалось выше).
Теперь неплохо упомянуть производителей, ведь это может многое сказать о качестве изделия. Наиболее известными являются.
1. Японская фирма KOBELCO. Она выпускает электроды, которые славятся своими высокими показателями при прохождении разнообразных проверок и тестов. Продукция превосходит все ожидания по прочности, где изделия, согласно общему мнению, обладают самыми лучшими характеристиками. К сожалению, цены трудно назвать доступными, эта покупка считается самой дорогой.
2. Шведская компания ESAB. Большим положительным козырем, который сам по себе вызывает доверие у клиентов, является факт, что фирма на рынке существует уже более 110 лет. Это рекордно долгий срок. Вся история компании с момента её основания связана со сваркой, являющейся ведущим направлением деятельности с первого появления на рынке. Качество выпускаемой компанией продукции всегда самое отличное, но с ценами тоже могут возникнуть проблемы, они достаточно высоки (стоимость электрода может доходить до 1700 рублей).
3. Сычевский завод считается одним из предприятий вышеуказанной шведской компании. Это рекомендует его в плане качества, при этом приобрести товар возможно значительно дешевле, чем у этой известной фирмы.
5. Каменский завод. Продукция отличается завидной надежностью, а качество вполне сочетается со стоимостью предлагаемого товара.
6. Уральский завод. Электроды для тех, кто хочет сэкономить. О хороших характеристиках электродов не стоит и думать, но соединение конструкций они вполне способны обеспечить.

Теперь пришло время поговорить о хранении описываемых сварочных элементов. От этого зависит их эффективное использование. Держать электроды можно только в заранее подготовленных местах, а при покупке лучше сразу задумываться об их возможной сохранности.
При этом следует внимательно осведомиться о сроке годности приобретаемого продукта, ведь если электроды окажутся просроченными, процесс сварки не может быть комфортным, а соединение деталей настолько надежным, как требуется.
Лучше всего для правильного хранения подходит специальный пенал, который обязательно окажется полезен во многих ситуациях, которые далее будут упомянуты. При наличии такого хранилища важные элементы сварочного процесса окажутся гарантированно изолированы от вредной для них влаги.
Этот же склад окажется прекрасным и удобным при транспортировке электродов. Если же сырость всё-таки достигла их, несмотря на все принятые меры, данные сварочные элементы целесообразно прокалить.
В указанном процессе используется специальная печь, где температурные показатели поднимаются до 400°С. После этого электроды следует положить опять же в пенал.
И в этом проявляется его очередное удобство. Внутри такого вместительного приспособления тепло длительное время способно сохраняться, поддерживая необходимый режим и качество сварочных элементов.