Самодельные вальцы для листового металла
Содержание:
- Технические характеристики вальцов
- Особенности производства вощины с помощью вальцов
- Область применения
- Несложный вариант самостоятельного изготовления вальцов
- Используемое оборудование
- Вальцы промышленного производства
- Вальцы для профильной трубы: виды, принцип работы, самостоятельное изготовление
- Особенности конструкции
- Вальцы для металла
- Как пользоваться?
- 1 Что такое вальцевание?
- Вальцы: принцип работы
- Преимущества ротационной гибки на вальцах
- Рекомендации по изготовлению вальцовочного станка
- Технические характеристики вальцов
Технические характеристики вальцов
Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.
Особенности производства вощины с помощью вальцов
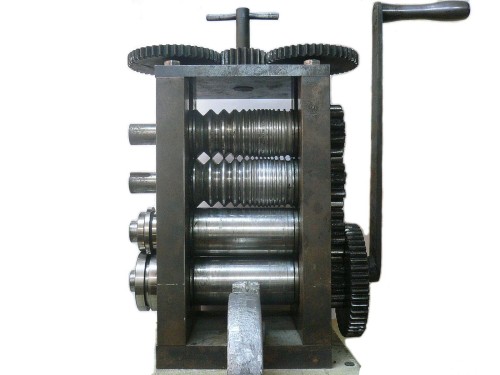
Этот аппарат состоит из следующих компонентов: 2 гравированных вала, 2 шестерни, регулировочные болты и основание.
Вальцы помещают в ёмкость с разделительным раствором. Его используют для того, чтобы процесс изготовления был более лёгким: таким образом размягчённый воск не прилипнет к выступам, а на листе будут формироваться только качественные «ямки» требуемой формы.
Этот раствор продаётся в специализированных магазинах, но его можно изготовиться и самостоятельно. Для этого потребуется: жидкая сыта из мёда или раствор из 1 л воды, 100 г жидкого мыла без ароматизаторов и 2 ч. л. глицерина для формирования на поверхности вощины тонкого слоя с запахом, который привлекает пчёл.
Видео: Вальцы для вощины
Процесс производства вощины таков:
Восковый лист укладывают в ванночку.
Этот лист осторожно продвигают к зазору между вальцами и направляют в него.
Рукоятку поворачивают от себя, а вальцы начинают вращаться. Благодаря такому процессу лист полностью будет помещён в зазор и пропущен через него.
Область применения
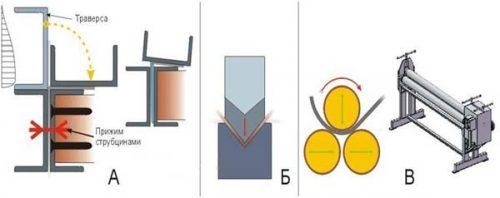
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс
Важно, чтобы материал был в необходимой мере пластичным
 Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
Несложный вариант самостоятельного изготовления вальцов
Анализируя простоту конструкции и работы валковой машины, многие ошибочно полагают, что собрать данное устройство собственноручно не представляется чем-то сложным. Это не совсем так. Все это потому что большую часть необходимых составляющих частей необходимо будет вытачивать самостоятельно. Если мастер имеет начальные навыки в токарном деле, можно смело пробовать собрать станок вальцовочный на ручной тяге в домашних условиях.
Для этой цели понадобиться:
- Штыри из металла разного диаметра.
- Швеллер.
- Подшипники.
- Болгарка.
- Сварочный агрегат.
- Валы.
- Токарное устройство.
Далее последует непосредственно сам процесс сборки валковой машины:
- Швеллер нужен для того, чтобы сварить из него станину – платформу для будущего вальцовочного станка.
- Рама для валкового устройства изготавливается в форме буквы «П» и тоже из швеллера. Далее к ней привариваются арматурные ограничители, отвечающие за стойку прижимного вала.
- После этого необходимо изготовить три вала, смонтировать их на подшипники и закрепить на уголки, вставлены в основание.
- Расположение вала будет изменяться с помощью штыря с резьбой, закрепленным снизу шайбой.
- Вал, что сверху должен свободно оборачиваться на подшипниках.
От длины станковых валов будут зависеть параметры детали, которую необходимо обработать. Размеры расстояния между валами, что снизу регулируется вручную.
Рекомендации при сборке вальцов для станка собственноручно:
- Нельзя допускать, чтобы появлялись трещины и царапины на металлическом профиле;
- Не следует растягивать и сжимать платформу в точке, где идет наибольшее напряжение на конструктивную составляющую;
- Не деформировать элементы перед началом работы.
На данном ручном вальцовочном устройстве, кроме металлических листов, дополнительно можно гнуть еще и трубы.
Видео: станок вальцовочный ручной настольный.
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.

Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Вальцы для профильной трубы: виды, принцип работы, самостоятельное изготовление

Какими способами можно придать профтрубе квадратного или прямоугольного сечения форму правильной дуги? Как могут быть устроены самодельные вальцы для профильной трубы? А какие решения предлагает современная промышленность? Давайте постараемся ответить на эти вопросы.
Это несложное приспособление способно сберечь много времени, сил и средств.
Зачем это нужно
Для чего нужно гнуть профильную трубу?
Приведем несколько примеров.
- Дугообразный навес не только красив, но и практичен: на нем никогда не будет скапливаться снег.
- Изогнутый козырек над крыльцом выглядит куда лучше, чем простая конструкция с одним скатом.
- Арочная теплица исключительно прочна, отлично противостоит снеговым и ветровым нагрузкам.
Кстати: сборка теплиц из профильных труб — неплохой бизнес, требующий наличия всего лишь пресловутых трубогибных вальцов и сварочного аппарата.

Сварной каркас для теплицы.
Механические
Простейшая конструкция — механические трехвалковые вальцы. Именно такие станки можно чаще всего встретить в продаже; их цена начинается примерно от 15 — 20 тысяч рублей. Как они устроены?
В полном соответствии с названием в основе конструкции лежит протяжка профтрубы тремя валками. Один из них может смещаться относительно двух других в направлении, перпендикулярном объединяющей их плоскости; для смещения используется винтовой механизм, что позволяет даже человеку с вполне заурядными физическими возможностями развить значительное усилие.
Один из валков снабжается рукояткой, позволяющей вращать его и тем самым протягивать изгибаемую трубу.

Простейшие трехвалковые вальцы.
Возможны несколько модификаций, позволяющих несколько улучшить эксплуатационные качества трубогиба:
- Объединение валков общей цепью обеспечит их синхронное вращение, предотвращая тем самым проскальзывание трубы.
- Вместо цепи может быть использована зубчатая передача.
- Использование закаленных валков увеличивает их ресурс в несколько раз.
- Кроме того, валки могут быть сменными, что позволит гнуть без замятий как профилированные, так и круглые трубы.
Электрические
В этом случае часть ручной работы перекладывается на электромотор.
В продаже можно встретить два варианта исполнения электрических трубогибов:
В более простых решениях электромотор отвечает только за протяжку трубы. Позиционирование изгибающего ее валка производится вручную.

Продвинутые модели вальцов используют электричество и для протяжки, и для смещения валка (разумеется, при посредстве редуктора, многократно увеличивающего усилие).
Гидравлические
В эту категорию попадают как мощные промышленные станки массой в десятки тонн, так и сравнительно компактные устройства. Их общая черта — использование гидроцилиндра: нагнетая давления масла в нем, можно развить огромное усилие на деформирующем валке.
Радиус изгиба
Независимо от устройства трубогиба, действует общая закономерность: чем больше толщина трубы (ее сечение, параллельное радиусу изгиба), тем больше минимальный радиус изгиба. Приведем значения, заявленные для своих станков одним из отечественных производителей — они довольно типичны.
| Размер трубы, мм | Минимальный радиус изгиба, мм |
| 15х15 | 280 |
| 20х20 | 280 |
| 25х25 | 280 |
| 30х30 | 325 |
| 40х20 | 325 |
| 50х25 | 400 |
| 40х40 | 900 |
Можно ли выгнуть дугу из профильной трубы без вальцов?
Технически это возможно, но результат с большой вероятностью будет неудовлетворительным.
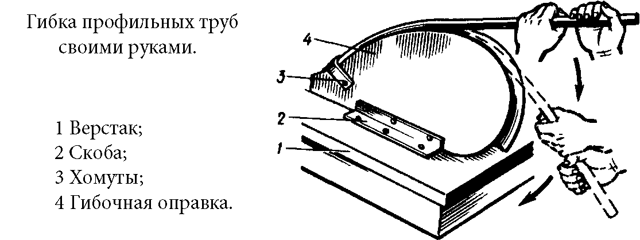
Инструкция по гибке не столько сложна, сколько требует большого объема подготовительных работ.
Из дерева или фанеры изготавливается шаблон, обладающей формой поверхности, соответствующей необходимой вам дуге.
К шаблону крепится петля — фиксатор, в которую вставляется один из концов трубы.
Дальнейшая работа, собственно, сводится к приложению грубой силы на втором ее конце. Для увеличения усилия могут использоваться разнообразные рычаги.
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Вальцы для металла
Чтобы придать цилиндрическую форму листовому металлу, без вальцовочного станка обойтись просто невозможно. Вальцы для трубы наиболее часто применяются при изготовлении систем водостока. Вальцовочные машины с ковочными цилиндрами осуществляют холодную гибку металлических заготовок и относятся к категории ротационных моделей. Это оборудование можно применять для работы с тонколистовой сталью, толщиной от 0,1 до 120 мм. Можно также выполнять обработку пластичных металлов, резиновых смесей и пластмассы.
Выбирается вальцовочная машина в зависимости от толщины материалов. Вальцы двухвалковые состоят из двух параллельно расположенных валов. Верхний с небольшим диаметром сечения зачастую изготавливают из высокопрочной стали, а нижний, с большим диаметром сечения, состоит из стали с каучуковым покрытием. От того, с какой силой будет давление на трубу, зависит ее диаметр на выходе. Вальцы трехвалковые бывают пирамидальными, то есть симметричными, и асимметричными. Сегодня они очень востребованы на производстве вентиляционных воздуховодов, водостоков круглых форм, радиусных деталей. Трехвалковые фальцы используют для обработки медных, железных, стальных, цинковых и других материалов.
Четырехвалковые имеют дополнительный валок внизу, упрощающий процесс вальцовки.
Между верхним и нижним цилиндрами укладывается лист раскаленного металла, подгиб передней части которого выполняется при помощи гибочного вала. В процессе фальцовки лист металла постепенно закругляется.
Самые используемые вальцы – 3-х и 4-х валковые, имеют между собой такие отличия:
- Трехвалковые.
- лист тоньше 6 мм проскальзывает между валами;
- скорость прокатки металлического листа не должна превышать 5 м/мин;
- точка зажима листа не имеет точных координат за счет чего управлять станком сложнее;
- низкая стоимость.

- Четырехвалковые:
- все вальцы обеспечивают между собой надежное сцепление и вероятность выскальзывания листа минимальна;
- скорость прокатки может быть больше 6 м/мин;
- процесс работы автоматизирован, оператору необходимо только ввести параметры работы станка;
- завышенная цена.
По способу сгибания вальцы делят на:
- дорновые. Они способны выполнять деформацию тонкостенных труб;
- сегментные. Трубы сгибаются под действием отдельного сегмента, который и вытягивает трубу;
- пружинные. Наличие пружины, которая сгибает пластик без его деформации. Это ручной метод обработки материалов;
- арбалетные. Они предназначены для труб определенного диаметра.
Как пользоваться?
Перед началом работы стоит провести пробный этап. Гибка заготовки выполняется в целом легко. Для этого металлический лист укладывается на нижние валки и прижимается верхним. Заготовка должна без проблем фиксироваться, чаще всего правка конструкции требуется именно здесь: если изделие не будет прижато достаточно плотно, его можно испортить. Далее остается только попробовать вращать рукоятку и проверить результат своей работы.
У станков с ручным приводом, изготовленным своими руками, всё предельно просто. Все недочеты видны в самом начале работы, поэтому в случае необходимости легко можно исправить поломку. Главное – не спешить и следовать инструкции или выбранному чертежу.

О том, как сделать самодельные вальцы, смотрите далее.
1 Что такое вальцевание?
В первую очередь следует разобраться, что же собой представляет вальцевание. Это один из способов деформирования металла, в результате чего последний обретает необходимый рельеф, а именно форму конуса. Причем такой процедуре подвергается не только листовой металл, но и прутки, трубы и иные профили. Кроме этого материала можно обрабатывать пластмассы, резиновые смеси, главное, чтобы исходный образец был достаточно пластичен.
 Вальцевание металла
Вальцевание металла
Делается эта операция посредством специального одноименного инструмента – вальцовки. На производстве используются громоздкие станки с гидро- и электроприводом, а вот для домашнего применения сойдут и более простые ручные конструкции, часто сделанные своими руками. Листовой металл пропускают через валки, в результате чего он обретает цилиндрическую форму. Если обработке подвергаются трубы, то такая операция носит название – развальцовка. С ее помощью можно увеличить диаметр полого элемента.
Почему этот вид обработки столь востребован в современном мире? Все благодаря неоспоримым преимуществам. Прежде всего это холодная деформация, т.е. материал не подвергается воздействию высоких температур, как при сварочных работах. А значит, и свойства его остаются неизменными. Также можно избежать таких нежелательных дефектов, как холодные и горячие трещины, поры, непровары и т. д. Отдав предпочтение этой обработке, вы можете рассчитывать на равномерное деформирование изделия по всей поверхности. Благодаря такой операции изготавливают точные заготовки, готовые детали и декоративные элементы. Еще стоит отметить, что вальцовка нашла широкое применение еще и в ювелирном деле.
Вальцы: принцип работы
 Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук, но чаще всего используются трехвалковые и четырехвалковые изделия.
Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук, но чаще всего используются трехвалковые и четырехвалковые изделия.
Детали изгибаются посредством действия третьего заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.
Иногда вальцы для металла ломаются и требуют замены. Станок при работе с железом нужно постоянно греть, а пласты железа после вальцов идут в печь, их там раскаляют, а потом вновь прокачивают. После этого они опять идут на станок.
После обработки вальцами поперечное сечение металла уменьшается, и он становится длиннее под воздействием высокой температуры металла и степени давления.
 Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Существуют модели вальцов, с помощью которых можно обрабатывать металл прямо на столе, но они не слишком функциональны. Работу с ними можно упростить с помощью крепежей. Стоимость вальцов зависит от их габаритов. А если вы решили сделать станок своими руками, то вы значительно сэкономите.
Функции современных вальцовочных станков, самодельных и заводских, трехвалковых и четырехвалковых, такие:
- возможность сгибать трубы до 160 градусов;
- работа с металлическими трубами;
- деформация труб независимо от их диаметра.
Преимущества ротационной гибки на вальцах
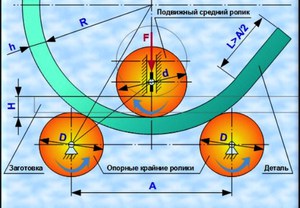
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла. В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы. Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения). Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
Опорная рама
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб). К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки. Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.
Самодельная рама в сборе с валками
Опорные стойки
На них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Приводной механизм
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.
Вид станка с торца до закрепления деталей приводного механизма
Самодельный привод станка можно собрать и на основе шестереночной передачи
Сами валки, которые и будут выполнять основную работу по деформированию листового металла, лучше приобрести в заводском исполнении, а не использовать для этого трубы или не пытаться выточить их на токарном станке самостоятельно.
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
- Предварительно подготовленные узлы станка, размеры которых должны точно соответствовать чертежу, соединяются между собой при помощи сварки.
- Верхний и нижние валки устанавливаются в предварительно подготовленные для них места на станине и опорных стойках.
- Собирается приводной механизм вальцов.
- После сборки оборудования проводится тестирование работоспособности его составных элементов и корректность их взаимодействия друг с другом.
Технические характеристики вальцов
 Пример ручной заводской модели станка
Пример ручной заводской модели станка
Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.