Конструкция и принцип работы токарных станков по металлу с чпу: технические характеристики
Содержание:
Основные узлы
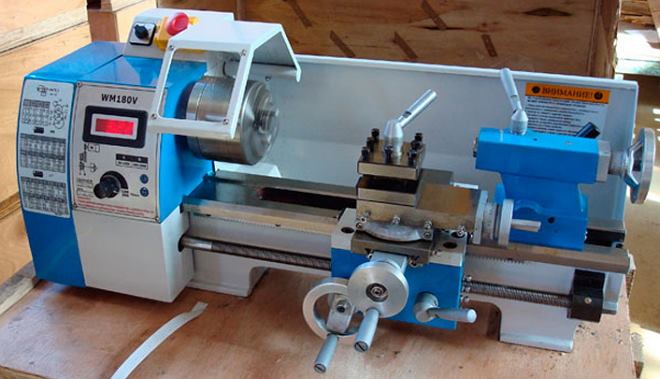
Схема токарно-винторезного станка:
Основными узлами и деталями токарного станка являются.
- Все элементы размещаются станине. Она является основой для всего оборудования. Ее прочность гарантирует точность обработки заготовок. Промышленные образцы отливают из ковкого или модифицированного чугуна. Потом протачивают направляющие, по которым могут скользить вспомогательные приспособления. Чтобы гарантировать устойчивость этот элемент стараются сделать массивным, дополнительно крепят на мощное основание. Используют анкеры для фиксации фундаменту.
- Передняя бабка оборудуется шпинделем. На нем устанавливают патрон или поводковые механизмы. Внутри передней бабки размещают коробку передач. При необходимости частота вращения патрона может быть низкой или высокой.
- В нижней части передней бабки имеется еще коробка подач. Она нужна для организации перемещения инструмента.
- На станине с обратной стороны устанавливают заднюю бабку. Чаще всего используют пиноль. Ее размещают соосно со шпинделем передней бабки. Для обработки длинномерных заготовок тут ставят конус. Он может быть неподвижным или вращающимся в подшипниках. Можно разместить тут сверла или резьбонарезной инструмент. Специальный маховичок позволяет производить продольную подачу.
- Суппорт расположен сбоку от станины. Он перемещается по направляющим станины. Тут имеются приспособления для фиксации резцов, устанавливаемых в резцедержателе (специальном устройстве для установки нескольких типов инструмента). В суппорте есть вспомогательные приспособления, позволяющие осуществлять продольную и поперечную подачу инструмента при обработке. Задавая, условия перемещения, можно обрабатывать поверхность деталей по сложному профилю.
В качестве вспомогательных устройств станка используют:
- насос для подачи смазывающей охлаждающей жидкости (СОЖ) в зону обработки;
- поддон, тут собирается стружка, сюда же сливается СОЖ;
- локальная подсветка помогает токарю направить освещение на резец и деталь;
- защитный экран защитит человека от стружки, влаги и других опасных элементов.
Изготовление
Самодельное устройство подойдет для выполнения нескольких действий:
- обработки торцов;
- подрезочных работ;
- нарезания внутренней, внешней резьбы;
- точения.
При сборке необходимо учитывать ряд особенностей:
- Для коллекторного электродвигателя нужно устанавливать редуктор. Он необходим для компенсации неравномерности хода основных механизмов.
- До сборки нужно продумать расположение основных частей, способы их соединения.
- Работу по связке электроники лучше доверить специалисту, чтобы при эксплуатации оборудования не возникло короткого замыкания.
Коллекторный двигатель (Фото: Instagram / rckostroma)
Составление чертежа
Прежде чем начинать сборку самодельного оборудования, нужно подготовить чертеж. На нем необходимо нарисовать станок с разных сторон и указать:
- размеры оборудования;
- расположение основных частей;
- места крепежа.
Чертеж можно найти в интернете или подготовить его самостоятельно.
Подготовка
После составления схемы нужно подготовить место для размещения оборудования. Должно быть достаточно свободного пространства, чтобы можно было обойти оборудование с разных сторон. Если конструкция будет крупногабаритной, с большой массой, необходимо сделать для нее отдельное основание.
Инструменты и расходные материалы
Для сборки нужно подготовить:
- профильные трубы, металлические уголки;
- листы металла для сборки корпуса;
- приводные ремни разного диаметра;
- гайки, болты для крепежа отдельных частей;
- стальные прутья;
- шпиндель (его можно изготовить из болта, который имеет острозаточенный конец;
- провода, кнопки, регуляторы;
- подшипники;
- стальные пластины;
- зажимы для удержания резцов;
- набор ключей;
- сварочный аппарат;
- втулки;
- болгарку;
- дрель и сверлами по металлу.
Также нужно уделить внимание выбору электродвигателя. Для обработки небольших заготовок подойдет двигатель мощностью не более 1 кВт, например, электромотор от кухонного комбайна, швейной или стиральной машины
Если предстоит работа с крупными деталями, лучше выбирать двигатель мощностью от 1,5 до 2 кВт.
Дрель (Фото: Instagram / skupka25kopeek)
Сборка
Процесс изготовления состоит из нескольких этапов:
- Сборка рамы. Ее можно сварить из металлических труб, уголков.
- Изготовление боковых стоек.
- Соединение стоек.
- Установка втулок на направляющие. Они нужны для установки задней бабки.
- Изготовление площадки из стальных пластин, на которую будет устанавливаться пиноль, суппорт.
- Установка ходового винта.
- Закрепление штурвала, нониуса.
- Изготовление второй металлической площадки, на которую будет закрепляться передняя бабка.
- Сборка резцедержателя, суппорта.
- Установка электродвигателя.
- Соединение оставшихся элементов, закрепление ремней.
- Подключение проводов, настройка оборудования.
Подбор деталей
Когда чертежи всех узлов и приспособлений разработаны, можно приступить к подбору деталей.
Основание
Назначение станины — жесткая фиксация ведущего и ведомого центров. Для настольного мини-станка его можно своими руками сделать из деревянного бруска. Такая конструкция выдержит работу с маленькими деталями из металла. Стационарная станина для гаража или мастерской должна быть прочной, ее сваривают из уголка, металлических полос или швеллера. Рекомендуется использовать направляющие заводского изготовления. При неимении они собираются из металлопроката собственными руками.
Электродвигатель и передача
Самый подходящий для самодельного станка — асинхронный двигатель. Его особенность — постоянная скорость вращения. Чтобы обрабатывать металлические заготовки, необходима следующая мощность:
- для работы с небольшими заготовками из мягких металлов — 0,5 — 1 кВт;
- для работы с крупными деталями и сталями — 1,5 — 2 кВт.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Наиболее легкие весят не больше полутоны. У каждого типа по массе есть свои особенности:
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Что понадобится для изготовления
Идеальным вариантом при изготовлении самодельного токарного станка было бы использование отдельных комплектующих от списанного оборудования. Если такой возможности нет, то придётся изготовить узлы и детали самостоятельно.
Вместо литой станины применяют раму, сваренную из стальных профильных труб и уголков. Само собой подразумевается, что деревянный каркас в этом случае является неприемлемым вариантом. Металлический профиль сможет обеспечить требуемую жёсткость и устойчивость конструкции. Кроме того, с помощью ровных квадратных и прямоугольных труб совсем несложно придерживаться строгой геометрии каркаса. Неровная рама не даст возможности правильно зафиксировать центры, что в дальнейшем скажется на качестве проводимых работ.
Маломощный асинхронный двигатель — отличный силовой агрегат для самодельной конструкции
Для привода понадобится силовой агрегат. Лучше всего использовать низкооборотный электрический двигатель асинхронного типа. В отличие от коллекторных агрегатов «асинхронники» практически не подвержены риску поломки при резком снижении оборотов.
Кроме того, придётся подобрать приводной ремень (или несколько ремней различной длины). Не забудьте и о крепёжных элементах, которыми отдельные узлы будут крепиться к корпусу. Для самодельного токарного станка подойдут гайки и болты с диаметром 8 и 10 мм с обычной метрической резьбой.
В качестве салазок используют детали, выточенные из стального прутка с последующей закалкой, но лучшим вариантом будут направляющие, изготовленные из амортизационных стоек или длинных валов промышленных механизмов. Они имеют отличную геометрию, а их поверхность подвергается упрочнению в заводских условиях.
Заднюю бабку, как и шпиндель, лучше всего использовать от списанного заводского оборудования
Заднюю бабку также можно сделать из профильных труб и толстого металлического листа, а вот пиноль изготавливают из калёного заострённого болта, нескольких гаек с такой же резьбой и штурвала, изготовленного из шкива от сельхозтехники. Использование самодельной пиноли потребует каждый раз при креплении детали смазывать соприкасающиеся поверхности литолом или солидолом. Подобная процедура не понадобится с вращающимся центром заводского изготовления, поэтому если есть возможность, то эту деталь лучше купить.
Продольный и поперечный винты подачи также можно выточить на токарном станке или использовать длинный пруток с нарезанной резьбой, который можно купить в строительных гипермаркетах.
Для узлов вращения понадобятся установленные в корпус подшипники качения, а регулировать обороты позволят шкивы различного диаметра, насаженные на приводной вал. Эти детали можно купить или заказать у знакомого токаря.
Изготовление суппорта потребует запастись стальной пластиной, толщиной не менее 8мм. Её же можно использовать и для резцедержателя.
Ещё одним узлом, который невозможно изготовить в кустарных условиях, является шпиндель. Его придётся купить. Крепление шпинделя требует изготовления вала, на котором будут смонтированы ведомые шкивы. Прочность этой детали должна быть безупречной, поэтому лучше всего использовать детали от списанных заводских механизмов.
Кроме токарного станка, в процессе работы понадобятся такие инструменты и оборудование:
- сварочный аппарат;
- болгарка;
- шлифовально-наждачный станок;
- электрическая дрель и набор свёрл по металлу;
- метчики и плашки для нарезки резьбы;
- набор гаечных ключей;
- штангенциркуль, металлическая линейка;
- маркер.
Весь этот инструмент и материалы позволят изготовить полноценный токарный станок настольного типа. Если же достать какие-то детали не удалось, не отчаивайтесь — на время их можно заменить чем-то другим. Так, патрон от электродрели вполне используется вместо шпинделя, если требуется обрабатывать заготовки небольшого размера.
Пошаговый процесс сборки устройства
Когда выточены все необходимые детали, необходимо их собрать в единую конструкцию.
На сборочном столе собирают детали будущего настольного токарного станка.
Решено конструкцию изготавливать из фланцев, выточенных из кругляка диаметром 120 мм. Для облегчения в них просверлено центральное отверстие Ø 55 мм. Имеются три отверстия Ø 20 мм.
С торца просверлены дополнительные отверстия для резьбовых фиксаторов. Винтами М6 можно закрепить остальные детали в заданном положении.
Для будущего ходового винта запрессована бронзовая втулка. Внутренний Ø 16 мм.
Направляющие станины изготовлены из ковкого чугуна. В них изготовлены продольные проточки. Цилиндрическая часть позволяет фиксироваться в отверстиях фланцев.
Вставляется направляющая так, чтобы совместить все имеющиеся элементы.
Чтобы выдержать заданное расстояние используются дистанционные втулки. Их устанавливают в распор между фланцами.
Вторая направляющая изготовлена точно также как и первая.
Собрав основание для передней бабки, приступают к сборке задней.
Каркас стягивают гайками. Создана основа будущей станины.
Станок буде стоять, опираясь на передние упоры. Их крепят винтами к фланцам.
По направляющим перемещаются опорные втулки. На них будут монтироваться суппорт и задняя бабка. Длинная втулка работает направляющей, а короткая – является поддерживающей. Проточки на валиках не позволяют смещаться.
Конструктивно опорные втулки выполнены разной длины. Такое решение позволяет увеличить рабочий ход.
Длина обрабатываемых деталей может быть достаточной, чтобы детали имели размеры до 250 мм.
Площадка для суппорта крепится винтами М6.
Отверстия для площадки сверлят по месту. Эта деталь изготавливается индивидуально. Если попытаться сделать ее только по чертежу, то может проявиться эффект заклинивания.
По аналогии изготавливается площадка задней бабки. Ее также сверлят по месту. Нужно обеспечить скользящее перемещение по направляющим.
Нужно обеспечить жесткость станине. Для передней бабки выточено специальное цилиндрическое полукольцо. Оно крепится болтами к фланцам.
Перемещение инструментов на суппорте или задней бабке осуществляется по ходовому винту. На нем протачивается прямоугольная резьба, имеющая небольшой наклон (12,5 ⁰). При вращении ходового винта детали, закрепленные на нем, перемещаются вперед или назад. Зависит от направления вращения.
Отверстие с запрессованной втулкой создавалось для ходового винта.
Чтобы винт свободно вращался, но сам не смещался вдоль своей оси, используются упорные подшипники. Их ставят спереди и сзади от задней опоры.
Для предотвращения осевого перемещения ходового винта устанавливается фиксирующая втулка. Она крепится болтом М6. Теперь винт не будет смещаться вдоль оси, но вращаться может.
Поверх фиксирующей втулки ставится нониус (приспособление с насечками). Один оборот винта перемещает суппорт или заднюю бабку на 10 мм. Ориентируясь по шкале, можно выполнять точное смещение в продольном направлении.
Чтобы вращать ходовой винт, устанавливается маховичок. Небольшая рукоятка позволяет легко вращать маховик.
Ориентироваться помогает риска. Глядя на нее, задают нужное осевое смещение.
Станина станка собрана. Теперь нужно установить переднюю бабку. В ней будет фиксироваться деталь.
На пластинах устанавливают направляющие поперечного перемещения.
Передняя бабка монтируется сверху. На рисунке видны блок шкивов, трехкулачковый патрон и центральная втулка.
Шкивы можно легко снять и установить на шпиндель.
Сам шпиндель устанавливается внутри центральной втулки.
Между шпинделем и втулкой имеются радиальные подшипники. Они дают свободное вращение.
Центральная втулка крепится болтами к станине.
После установки подшипников монтируется шпиндель с трехкулачковым патроном. Внутри шпинделя проточено отверстие Ø 35 мм. При необходимости заготовки меньшего диаметра могут проходить сквозь него.
Станок готов. Привод осуществляется через клиновые ремни от электродвигателя, установленного в стороне.
Видео: токарный мини станок своими руками.
Паспорт станка
Станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в данном механизме нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Крепление цангового патрона на станке и ручном инструменте
Крепление цангового патрона и его центрирование выполняются на шпинделе токарного станка. Отметим, что диаметры патронов и методы их установки стандартизированы. К самым распространенным конструкциям конца шпинделя относят крепежи типа C и типа D (cam-lock). Также для установки цанговых патронов часто используют фланцы и планшайбы, которые размещаются на шпинделе.
Теперь расскажем, как отцентрировать цанговый патрон на валу двигателя ручного инструмента (электродрели). Регулировку проводят в двух плоскостях, при этом вначале устраняют биение в одной плоскости, потом — в другой. Ход работ:
- Зафиксируйте дрель на столе (в лежачем положении).
- Прокрутите патрон, чтобы нужная пара болтов стала параллельна столу.
- Проверните патрон на 180 градусов и зафиксируйте отклонение патрона.
- Исключите биение, подтягивая и ослабляя пару винтов.
Аналогичным образом поступают со второй парой винтов. Чтобы отклонение в двух плоскостях было заметнее, используйте длинное сверло.
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.