О приспособлениях: магнитный уголок
Содержание:
- Сварка профилей под углом 90 °
- Стыковое соединение
- Как выбрать?
- Что это и для чего нужны?
- Магнитный держатель своими руками
- Особенности угольника Свенсона
- Как сделать магнитный угольник
- Как вести сваривание
- Возможные проблемы
- Сварочные магнитные угольники, их типы и возможности
- Как выбрать магнитный уголок
- Характеристика
- Приварка к трубам и плоскостям
- Особенности при выборе
- Размеры
- Магнитный угольник для сварки своими руками
- Делать или купить
- Как пользоваться?
- Делаем магнитный уголок самостоятельно
- Основные критерии выбора
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
https://youtube.com/watch?v=IwokAixg5o8
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Стыковое соединение
 Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Как выбрать?
Ключевым моментом в данном случае будут особенности будущей эксплуатации фиксирующего приспособления. Если речь идет о разовом или же крайне редком использовании, то оптимальным решением будут максимально дешевые устройства, покупка которых не «ударит по карману». Тем же, кто специализируется на монтажных и сварочных работах, стоит рассмотреть более качественные и функциональные модели. Речь идет, конечно же, об универсальных сварочных держателях с магнитами.
Особое внимание уделяется удерживающей силе магнитов. Логично, что чем сильнее магнитное поле устройства, тем дольше оно способно сохранять свои удерживающие свойства
В итоге обеспечивается максимально жесткое и надежное соединение конструктивных элементов. Однако в данной ситуации следует упомянуть один важный момент. При выборе качественных, сильных магнитов необходимо убедиться в том, что фиксатор получится снимать самостоятельно. В некоторых случаях оптимальным и наиболее рациональным решением будет выбор в пользу отключаемых моделей сварочных держателей.
Следующий основной критерий – это, конечно же, качество изделия в целом и магнитов в частности. К сожалению, некоторые начинающие сварщики при выборе инструмента иногда забывают о данном параметре. При этом от качества магнитов напрямую зависят эксплуатационные свойства и, прежде всего, срок службы устройства.
Помимо всего уже перечисленного, при выборе сварочного магнита стоит уделить внимание финансовой стороне вопроса. Если требуется выбрать приспособление для использования в домашней мастерской, то можно обойтись представителями бюджетной ценовой категории
Для выполнения более сложных работ уже понадобятся сложные конструкции с изменяемыми углами и имеющие высокую удерживающую силу. Естественно, они обойдутся намного дороже.
Что это и для чего нужны?
Любой опытный специалист знает, что в подавляющем большинстве случаев подготовительный процесс для выполнения сварочных работ требует больше времени, чем непосредственно сама сварка. При этом ключевым моментом будет выставление и фиксация всех элементов будущей металлоконструкции.


При недостаточной фиксации часто собранные и подготовленные конструкции смещаются или вовсе разваливаются после контакта со сварочным электродом. Еще один вариант развития событий – это низкое качество швов. В таком случае на исправление ошибок, как правило, уходит немало времени и материала. Избежать подобных неприятностей и дополнительных затрат помогут различные фиксаторы в виде зажимов или же струбцин. Однако сейчас рекордными темпами растет популярность магнитов для сварки.


В процессе выполнения различных сварочных работ описываемые фиксаторы применяют для:
- комфортного и оперативного скрепления деталей на этапе монтажа;
- правильного расположения элементов конструкции по отношению друг к другу;
- оперативной сборки;
- крепления деталей под определенными углами;
- максимально точной сварки;
- эффективной замены габаритных струбцин и других зажимов.


При помощи описываемых приспособлений можно быстро и с максимальной точностью регулировать крепеж и осуществлять сборку конструкций практически любой сложности. Сила сцепления подобных магнитов варьируется в диапазоне 10-50 кг и позволяет выполнять работы как с фасонными изделиями, так и листовым металлом. К главным достоинствам магнитных фиксаторов относятся следующие важные моменты.
- Возможность монтажа конструкций, в том числе и с трубами, имеющими круглое сечение.
- Стандартные наборы держателей имеют углы 30, 60, 45, 90 и 135 градусов. Помимо этого, производители предлагают потенциальным покупателям и универсальные приспособления.
- В отличие от привычных многим струбцин, магниты максимально упрощают подготовку к сварке и сокращают продолжительность данного процесса.
- Возможность выполнения практически всех работ без помощников.
- Фиксаторы могут использоваться в любой плоскости и на любых поверхностях.
- За счет предустановленных углов магниты широко и эффективно применяются в проточном производстве разных изделий.
Магнитный держатель своими руками
Работа с магнитным угольником.
Сделать своими руками магнитный угол для сварки – отличная идея по трем причинам:
- Это реальная экономия средства
- Это будет приспособление, подходящее именно для ваших технических нужд.
- Это весьма несложное устройство, сделать которое вполне реально даже без особого практического опыта.
Что вам понадобится:
- магнит любой формы, но предпочтительнее круглой с толщиной около 15-ти мм;
- лист из стали толщиной 2 мм;
- болты М6 с гайками.
Угольник для сварки с отключением.
Советы и этапы изготовления сварочного угольника следующие:
Это устройство лучше всего делать из стали вручную, с помощью болгарки или лазера. Главное – выпилить шаблоны с чрезвычайно точными углами на рабочей плоскости. Шаблонов должно быть два. Их размер должен быть больше диаметра магнита
Особое внимание уделяем размеру и шлифовке углов – от этого будет зависеть качество вашего угольника. Хорошо отшлифовать не помешает всю поверхность: если останется ржавчина или какие-либо дефекты, снизится сила действия магнита.
Магнит будет притягивать к себе любой металлический мусор в виде опилок или стружек
Избавиться от этого можно с помощью проставки – специальной детали из манеры, которая должны быть немного меньше по периметру, чем сам стальной уголок. Такая проставка добавит держателю дополнительную жесткость, что вам не помешает. В ней проделывается специальное сквозное отверстие.
Магнит может быть разной формы. Его помещают внутрь. Он ни в коем случае не должен выступать за края стальных пластин. Для его фиксации нужно сделать четыре отверстия: одно посередине и остальные три – по краям.
Финальный этап сборки – аккуратное складывание слоев нашего «бутерброда», которые можно зафиксировать или клеем, или металлическими заклёпками. Самым надежным способом будут болты М6. Гайки следует поместить не только на концы болтов, но и между слоями. Хвостики болтов, выступающие на гайки, нужно обрезать болгаркой.
Особенности угольника Свенсона
Кровельный угольник отличается от других измерительных инструментов тем, что в нем совмещено сразу несколько устройств. Он сочетает средство для построения углов с транспортиром, который предназначен для их точного измерения.
Устройство выглядит как прямоугольный треугольник, чаще с разной длиной сторон. Одна сторона имеет упор, позволяющий фиксировать линейку на твердой поверхности. На втором катете нанесены метки с шагом в 0,5, 1 или 2,5 см для поперечной разметки. На гипотенузе отметки имеют минимальное расстояние в 1 мм. Шкала делений наносится с обеих сторон. Метки глубокие, позволяют быстро отчертить линию, поставив точку в нужном месте.
Внутри слесарного приспособления есть прорезь, расположенная параллельно гипотенузе для разметки угла кровли. С противоположной стороны инструмент имеет выемку в форме прямоугольного треугольника, с гребенкой для параллельной и продольной разметки.
Конструкция устройства позволяет применять угломер в нескольких направлениях. Благодаря тому, что полотно изделия толстое, можно резать строительный материал прямо вдоль края.
Основой для изготовления угольника служит пластмасса или металл. Встречается 2 вида размеров изделия: 7 или 12 дюймов. Миниатюрный угольник можно поместить в карман, и он всегда будет под руками в нужный момент.
Как сделать магнитный угольник
Цены на магнитные приспособления для сварки могут колебаться от 20 долларов за простые устройства, универсальные обойдутся дороже. А самые дорогие — это отключаемые. Но их можно сделать самостоятельно.
Постоянный магнитный угольник можно изготовить таким образом:
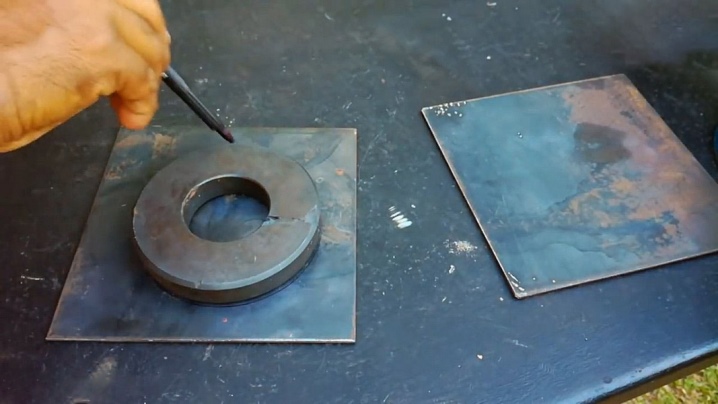
- Из подходящего листа стали нужно вырезать пластины, например, треугольной формы. Главное при этом правильно замерить и разметить углы треугольника. Все торцы нужно тщательно зачистить напильником.
- Магнит можно использовать из любых непригодных аудиоколонок.
Соответственно, пластины из металла вырезаются по размеру имеющегося магнита.
- После всю конструкцию собирают в одно целое. Магнит располагается между пластинами. Для сборки сверлят три отверстия, под прижимные болты.
- Чтобы магнит внутри устройства не загрязнялся стружкой и обрезками, можно сделать торцевые заглушки. Или же просто периодически очищать поверхность, разобрав приспособление.
Форма самодельного держателя может быть разнообразной, главное — это точно выдержать все углы. Такой способ обеспечивает надежное крепление свариваемых деталей.
Магнитные держатели будут надежно фиксировать детали, а их установка и демонтаж просты, при этом занимают минимум рабочего времени.
Очень универсальны в применении отключаемые магниты, их механизм позволяет контролировать и регулировать смещения деталей.
Если у Вас есть опыт использования магнитных держателей и других приспособлений, поделитесь им в блоке комментариев к этой статье. Насколько эффективными будут сварочные магниты в домашней мастерской, и какие устройства лучше приобрести. Также важен ваш опыт в изготовлении таких креплений своими руками, как сделать и насколько трудны в изготовлении универсальные и отключаемые магнитные приспособления.
Комфорт и удобство в любой работе еще никому не мешали. Это касается и сварки. Среди сварочных инструментов есть основные, а есть вспомогательные. К ним относится самая мелкая по размерам вспомогательная деталь – чудесный магнитный уголок, если правильнее – магнитный угольник для сварки.
Такие уголки чрезвычайно полезны как для кустарных мастеров, так и для профессионалов, работающих на поток. Мелкие по размерам, но не по функциям, эти специальные сварочные треугольники позволяют повысить качество изделий в целом и сварочных швов в частности.
Как сделать угольник для сварки?
Вот каким образом они это делают:
В то время, как металлические заготовки точно и надежно фиксированы, у вас больше свободы в действиях
Ваши руки и ваше внимание сконцентрированы только на сварочном шве. Отсюда повышение его качества.
Используя магнитный уголок , вы сможете подготовить и произвести все сварочные работы самостоятельно, без посторонней помощи
Вот вам экономия трудозатрат. И еще вы ни от кого не зависите.
Шов получится аккуратным и точным благодаря оптимальной и надежной установке заготовок с помощью уголков. Если ваша работа требует особой точности, то использование уголков становится не рекомендацией, а обязательным условием выполнения сварки.
Если у вас большой объем работы, без фиксирующих треугольников вам никуда не деться: они позволят вам сэкономить рабочее время в значительной степени.
Заготовки необычной или нестандартной формы легче всего варить с помощью уголка с магнитом для сварки.
С уголками можно варить не только на горизонтальных поверхностях, но и на вертикальных.
Эти угольники полезны не только в сварке и пайке, их способность прочно фиксировать детали пригодится при резке металлов.
Почему самое правильное название – угольники, а не треугольники? Потому что такие фиксаторы выпускаются в конфигурациях с несколькими углами, их форма напоминает больше неправильный многоугольник. Чаще всего используются углы в 45°, 60°, 90°, 135°.
Как вести сваривание
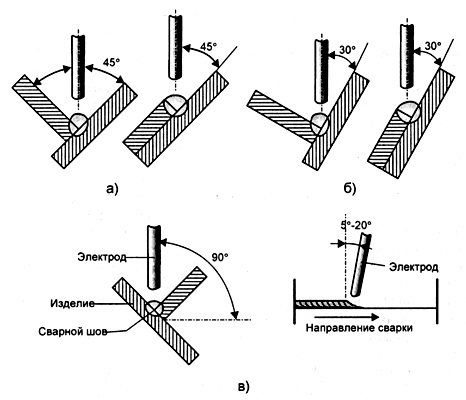
На производство угловой сварки влияет расположение плоскости. Охарактеризуем основные приемы ведения процесса.
Нижний. Здесь рациональней использовать прием, известный как «лодочка». Она придаст нужное качество шву, заметим, что с ним справляются даже дебютанты на ниве сварки.
Конфигурации придается V-образная форма. Она становится похожей на лодку. Потому способ так и нарекли.
«Лодочка » почти исключает появление изъянов в виде непроваров или подрезов кромок. Надо сильно постараться, чтобы они вдруг образовались. На практике сварка углового шва порой проходит в условиях, не столь комфортных, как описано выше.
Тут качество может оказаться уже под угрозой. Даже в горизонтальной плоскости верх самого угла рискует остаться плохо проваренным. Вертикальная плоскость уязвима в отношении подрезов.
Этому поспособствует расплавленное железо, которое, не исключено, будет пытаться «сбежать» вниз. Предотвратит нежелательные последствия нехитрая уловка в управлении, на которую электрод чутко реагирует.
Возможные проблемы
Прочность и качество шва будет зависеть от того, насколько полно вы сможете из бежать дефектов, характерных для такого вида соединений. К основным изъянам относятся следующие:
- Подрезы. Способствует их появлению электрическая дуга. Следы ее «коварства» предстают в виде небольших углублений на поверхности метализделий. При сварке снизу поврежденный участок можно закрыть наплавлением присадочного материала. Надо лишь дольше держать электрод при этом. Однако техника выполнения углового шва гораздо сложней. Нужно очень постараться, чтобы наплавить присадку на боковую поверхность. Вот почему на угловом шве углубления, как правило, присутствуют лишь на одном боку.
- Непровары на отрезках швов. Они встречаются чаще у тех сварщиков, кому еще надо накопить знаний в технологии производства угловых швов. Этот фактор сказывается так: рабочий в целях заполнения места стыковки чересчур энергично водит электродным кончиком по обе стороны. Но расплавленная масса, наоборот, стекает по ним, и цель – проварка шовного корня – остается недостижимой.
- Неверный катет. Качество сварки углового шва здесь зависит от умения определить требуемый режим напряжения, а потом управлять электродом с необходимой скоростью, стараясь удержать на одном уровне. Ток недостаточный? Электрод работает на малой скорости, а катет получится чрезмерно выпуклым. Из этого следует, что основной металл недостаточно поплавился. Повышенная сила тока и более быстрая скорость движения электродом? Катет получите вогнутый.
- Косой угол. Сварочные соединения отличаются, как правило, соответствующей формой к градусу угла. В этом и сложность – соблюсти точные размеры. Качество конструкции будет безнадежно испорчено, когда у приставной пластины неожиданно нарисуется наклон к одному из боков.
- Неровная наплавка металлом в боках стыковки. Высокая t, тяжесть кромок и электрода провоцируют расплавленную железную массу стекать вниз и сразу по сторонам. В результате может получиться так, что своей основной частью шов расположится на нижней поверхности. Верхний край, лишь прихваченный сваркой, уязвим перед деформацией. Чуть нагрузка – он и развалился.
- Прочие дефекты. Они представлены пустотами, лунками, вездесущими трещинами, непредсказуемыми свищами и кратерами, другими посторонними твердообразными включениями. Они могут заявить о себе в процессе.
Сварочные магнитные угольники, их типы и возможности
Под термином «магнитные угольники» понимают:
- Обычные магнитные уголки, обеспечивающие установку деталей под каким-то фиксированным углом.
- Магнитные струбцины, способные задавать практически любой угол удержания деталей.
Магнитные уголки могут обладать различной конструкцией. В частности, они могут представлять собой многоугольники, размер углов которых строго определен. Их мощность может быть различна. И это позволяет подобрать тот из них, который лучше всего соответствует размерам и массе свариваемых элементов. Кроме того, существуют включаемые сварочные угольники.
Что касается эксплуатационных особенностей магнитных угольников, то следует помнить, что они не должны находиться непосредственно в месте сварки или очень близко к нему. В случае перегрева их магнитные характеристики могут ухудшиться. Кроме того, на магнитах плохо сказываются сильные ударные воздействия.
Магнитные угольники с фиксированными размерами углов
Обычные магнитные угольники по сути своей являются ничем иным, как магнитами. И этим объясняется простота устройства этих приспособлений и их ценовая доступность. Они позволяют обеспечить надежную фиксацию элементов, которые могут быть представлены листовым металлом, уголками, профилем или трубами.
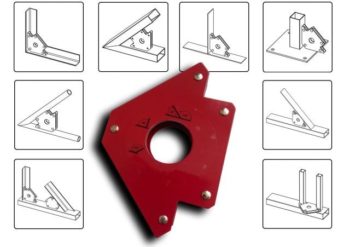
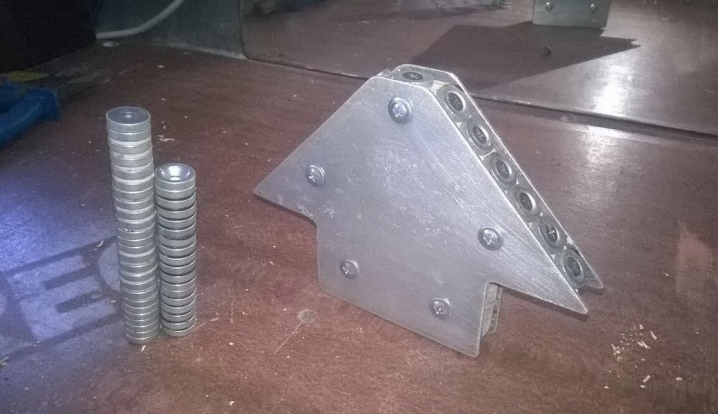
По форме обычные магнитные угольники могут быть:
- шестиугольными;
- треугольными;
- стреловидными.
Что касается шестиугольных приспособлений, то с их помощью можно задавать углы в 30°, 60° и 75°. Использование треугольных и стреловидных угольников позволяет скреплять детали под углами 45°, 90° и 135°.
Используя магнитные угольники с фиксированными размерами углов, следует помнить о присущем для них недостатке – небольшой силе установленного в них магнита. Что особенно характерно для дешевых изделий.
Включаемые угольники
Использованием включаемых (отключаемых) угольников упрощает работу по сварному монтажу металлоконструкций. Преимущества данных приспособлений состоят в следующем:
- Простота очистки выключенных магнитов от металлической стружки и опилок.
- Легкость регулировки положения свариваемых элементов при выключенном магните.
- Гарантированная надежность фиксации деталей при включении магнитов.
Большое достоинство приспособлений данного типа состоит в легкости их снятия в тот момент, когда необходимость в них отпадает. В конструктивном отношении, отключаемые угольники могут быть с фиксированными и регулируемыми углами.
Как выбрать магнитный уголок
Магнит для сварки представлен на рынке несколькими конфигурациями, в основу которых входят углы установки двух свариваемых элементов. Компании, производящие это приспособление, предлагают конфигурации со стандартными углами: 45-60-90-135°. Чаще всего в каждой модели есть несколько посадочных углов для многофункционального использования магнита. Но есть и стандартные модели с определенными позициями: только соединяющие детали под углом 90° или 30° и так далее.
Производители предлагают и универсальные модели, углы которых можно менять под необходимые параметры. Их чаще всего используют для проведения сварочных работ, связанных со сборкой сложных конструкций, где кроме плоских элементов применяются и скругленные цилиндрические.
По типу магнитные уголки делятся на:
- отключаемые;
- с постоянным магнитом.
Первый вариант – это магниты, которые в своей конструкции имеют рычажки с отключением магнитного поля. То есть, при выключенной позиции приспособление не прилипает к металлу. Во второй, наоборот, крепко прикрепляется к нему. Это очень удобная функция, которая позволяет легко проводить корректировку установки деталей относительно друг друга.
Плоскости магнита для сварочных работ работают по отдельности. То есть, можно выключать отдельно одну или другую плоскость (грань). Если закрепили металлическую заготовку к одной из плоскостей, то вторую можно корректировать по месту установки при выключенной второй плоскости. Как только точное монтажное место выбрано, можно включать вторую магнитную грань, прочно закрепив вторую заготовку.
Фиксаторы для сварки с постоянным магнитом – это простая конструкция, состоящая из двух металлических шаблонов, формирующих углы стыковки двух деталей, и магнита, который расположен между двумя шаблонами. Он постоянно действующий, что иногда усложняет процесс подгонки. Во всем остальном это все тот же магнит, с помощью которого легко фиксировать место расположения свариваемых деталей и узлов.
Есть мнение, и это подтверждают физики, что магнитное поле будет влиять на процесс сварки. Все зависит от силы поля. Чем она больше, тем ниже качество сварочного шва. Но в магнитных угольниках установлены не такие сильные магниты, чтобы говорить о снижении качества.
Характеристика
Что такое угловой шов? Стыковка посредством сварки под углом до 180 градусов, к примеру, труб или других конфигураций из металла. В процессе порой не обойтись без так называемых штыков, угол сторон у которых –90 градусов.
Соединения угловых швов:
- нахлесточные;
- с краями, примыкающими в точке стыковки;
- тавровые (ровная поверхность и один приваренный конец);
- с обрезкой кромок и без нее.
Классификация швов определяется способом их укладки. Они бывают сплошными или прерывистыми. Короткими считаются те, чья длина не превышает 250 мм, длинными – от 1000 мм и т.д. Как отсюда видно, есть еще и средние.
Поговорим о них подробней. Средние начинаются в месте сопряжения частей металлической конфигурации, а конечной точкой станут их края. Их длина колеблется в диапазоне 250-1000 мм.
Приварка к трубам и плоскостям
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Соединение уголка с плоской поверхностью не вызывает затруднений. Если требуется приварить уголок с прилеганием полки к плоскости, швы вдоль полки надежно крепят уголок.
Если угловую заготовку нужно приварить торцом, сварка выполняется как при классическом тавровом соединении, которое подробно описывает ГОСТ.
Особенности при выборе
Как и при покупке любого товара, можно выбрать модель с тем же функционалом и качеством, но более дешёвую, не переплачивая за бренд производителя.
- Почти все модели никак не влияют на сварочную дугу. Тем не менее самые дешёвые приборы могут негативно сказываться на итоговый результат сварки, поэтому лучше избегать приобретения самых дешёвых устройств.
- Мощность магнитного поля. Характеристика проста — чем сильнее поле, тем более тяжёлые элементы оно может удерживать. У самых мощных приборов мощность поля позволяет удерживать объекты по 35 килограмм.
- Количество углов. Тоже простая характеристика — чем их больше, тем больше углов можно выбрать в устройстве. Например, приобретя магнит для сварки под углом 90 градусов, придётся покупать дополнительное устройство, если понадобится иной угол.
- При достаточном бюджете следует приобретать магнит сварочный отключаемый, поскольку возможность манипулировать магнитным полем значительно облегчает манипуляции с устройством.
- Если требуется сваривать сложные конструкции — следует сразу задуматься о приобретении именно универсальных приборов.
В общем, угол магнитный для сварки являются действительно полезным и удобным устройством, с которым очень удобно работать даже в одиночку. Но не следует забывать о том, что некачественные приборы могут испортить всю конструкцию, поэтому к их приобретению нужно подходить с умом.
Размеры
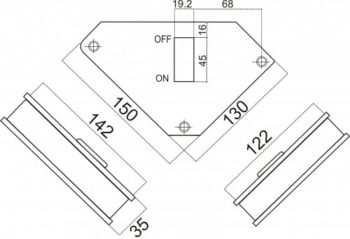
Магнитные приспособления отличаются небольшими габаритами, которые и делают их такими востребованными. Параметры длины, ширины и высоты оснастки с магнитами могут варьироваться, но независимо от модели и производителя все они компактны и удобны в работе. Средний вес изделия составляет порядка 1 кг.
Самым важным показателем является сила притяжения (удержания или прижима) магнитных уголков. Производители и поставщики могут указывать этот параметр в фунтах (LBS или lbs) и в килограммах (кгс). Максимальная величина этого показателя равняется 34 кгс или 75 lbs. Также можно встретить следующие величины: 11; 13; 22; 23; 24 кгс и другие.
Важно! Чем выше данный параметр, тем более тяжелые детали магнит может “держать” и тем лучше осуществляется фиксация. Не стоит для принятия решения о покупке принимать в расчет размеры в сантиметрах, лучше смотреть на силу притяжения.. В зависимости от поставленных задач следует выбирать необходимую модель
В зависимости от поставленных задач следует выбирать необходимую модель.
Магнитный угольник для сварки своими руками
Если в силу каких-то причин представленный в магазинах ассортимент магнитных угольников, предназначенных для работы с трубами различного сечения, уголками, полосами, профильными деталями, элементами из листового, сплошного и прочего металла, не устраивает, то сделать такое приспособление несложно и своими руками. Такой простой в исполнении и недорогой инструмент верой и правдой послужит в бытовых сварочных и монтажных работах дома и в подсобном хозяйстве. Способов конструирования может быть несколько, наиболее распространённый и денежно не затратный выглядит следующим образом:
В качестве металлической основы из подходящей марки стали вручную, болгаркой или с помощью лазерной резки выпиливаются пластины с точными углами рабочих плоскостей. Обезопасить магнит от налипания металлических стружек, опилок и прочего, а также для дополнительной жёсткости конструкции используется проставка (например, из фанеры). Эта деталь по периметру будет чуть меньше (на 3-4 мм) пластин из п. 1, под магнит выполняется сквозное отверстие
Внутрь вкладывается магнит произвольной (чаще всего круглой) формы – важно лишь, чтобы он не выступал за контуры внешних пластин и имел центральное отверстие для возможности его жёсткой фиксации. Процесс сборки заключается в строго параллельном складывании всех деталей, для большей надёжности обработке их клеем и фиксации алюминиевыми заклёпками
При использовании как магазинных образцов, так и выполненных самостоятельно, следует помнить о рекомендуемых для магнитных приспособлений рабочих тепловых режимах: высокая температура и сильный нагрев магнитного фиксатора способны привести к утрате им магнитных свойств.
Лерка для нарезки резьбы. Раскрываем особенности работы
Якорь на перфоратор. Замена или ремонт?
Делать или купить
Ознакомившись с процессом изготовления магнитных приспособлений каждый исполнитель сможет решить создать изделие своими руками или приобрести “готовое”. Вариант самостоятельного изготовления подойдет для исполнителей, которые любят мастерить что-либо самостоятельно. Кроме этого, не всегда в продаже можно найти нужную или желаемую модель приспособления. Для выполнения некоторых работ сварщику необходим угольник нестандартной формы, для получения угла нужной величины.
Профессиональные сварщики предпочитают приобретать готовое изделие, это позволяет экономить время.
Как пользоваться?
Как уже было отмечено, сварочные магниты становятся незаменимыми помощниками современных мастеров, поскольку помогают упростить и ускорить выполнение всех работ. Параллельно существенно повышается качество швов при выполнении даже самых сложных задач. Однако в конечном результате все будет зависеть от навыков сварщика и его умения правильно использовать магнитные держатели.
С одной стороны каких-либо особенных правил применения описываемых приспособлений не существует. В то же время рекомендуется учитывать следующие важные моменты.
При использовании магнитов для сварки следует особое внимание уделять углам, под которыми на этапе подготовки крепятся элементы будущей конструкции по отношению друг к другу. Максимально упрощают весь процесс универсальные модели с регулируемыми параметрами.
Рассматриваемые сварочные приспособления отличаются, прежде всего, максимальной простотой эксплуатации
Параллельно каждый магнит способен эффективно заменить собой громоздкие струбцины, распорки и целые конструкции, предназначенные для фиксации соединяемых металлических деталей. Использовать магниты можно в любых, даже самых сложных условиях. Также стоит учитывать, что эти устройства практически не требуют обслуживания и характеризуются длительным сроком службы.
В некоторых ситуациях могут возникать проблемы при снятии магнитов после завершения всех работ
Здесь важно учитывать силу магнитного поля приспособлений. Опытные специалисты рекомендуют на этапе выбора фиксаторов объективно оценивать свои физические возможности
При появлении сомнений предпочтение отдавать отключаемым моделям.
Делаем магнитный уголок самостоятельно
В первую очередь стоит определиться с тем, как можно сделать своими руками простой магнитный угольник. Речь в данном случае идет о максимально простом приспособлении, чертежи которого можно найти на многих сайтах в свободном доступе. С одной стороны такие держатели стоят недорого. В то же время существует возможность максимально минимизировать расходы за счет самодельных держателей.
Простейший вариант предусматривает наличие таких составляющих.
- Лист металла, толщина которого составляет не превышает 3 миллиметров. Выбирать в данном случае следует сплавы и другие материалы, не притягиваемые магнитами.
- Круглые магниты, являющийся составной частью динамиков.
- Втулки (желательно пластиковые).
- Крепежные элементы в виде винтов и гаек.
Алгоритм действий в данном случае предусматривает следующие шаги.
- Разметить лист металла с учетом требуемых углов будущего фиксатора. От точности разметки будут зависеть характеристики будущего приспособления.
- Вырезать две одинаковые заготовки и тщательно обработать их края.
- Подготовить втулки, в качестве которых можно использовать, к примеру, одинаковые кусочки полипропиленовой трубы. Торцы данных элементов должны быть ровными и качественно обработанными. Естественно, все втулки должны быть одного размера.
- Зафиксировать магнит любым доступным и наиболее удобным способом.
- Разметить точки крепления, сделать отверстия под винты и собрать конструкцию.
По аналогии с обычным угольником можно изготовить практически любой, включая регулируемый, магнитный держатель. Прежде всего потребуется четко определиться с формой и функциональностью изделия. По скачанному из интернета или созданному шаблону вырезаются заготовки из листового железа. На следующем этапе необходимо заняться расположением и надежным креплением магнитов.

Магниты в итоге должны разместиться между двумя внешними пластинами. В зависимости от мощности и конструктивных особенностей, толщина фиксатора составит от 10 до 50 мм. В соответствии с многочисленными отзывами удобнее всего использовать неодимовые магниты, имеющие отверстия, которые условно называют «под саморез». Однако можно использовать и любые другие элементы при условии их качественной обработки и надежной фиксации в корпусе сварочного держателя.


Как в ситуации с простейшим угольником, на завершающем этапе потребуется разметить и просверлить отверстия под крепеж во всех элементах фиксатора
Важно учитывать, что ключевым моментом всего процесса создания самодельных приспособлений является их геометрия

О том, как применять в работе магниты для сварки, смотрите в следующем видео.
Основные критерии выбора
Для профессиональных работ следует выбирать инструмент высокого качества. Устройства подвержены воздействию высоких температур, снижающих коэффициент намагниченности у некачественных экземпляров. На приспособлении должны отсутствовать сколы, выемки и прочие дефекты в местах касания с зажимаемым изделием. Неровности не позволяют прочно фиксировать предметы под заданным углом.
Важно! К достоинству отключаемых уголков относят возможность отключать магнитное поле и на всем приспособлении, и на отдельных его гранях. Эти приборы уместны для мастеров, которые часто сваривают детали сложной конфигурации. Китайские угольники выделяются бюджетной ценой, но они не выдерживают температурных перепадов, поэтому быстро ломаются
Для сваривания изделий под различными углами рекомендуется выбирать настраиваемый механизм либо приобретать комплект, содержащий несколько видов инструментов для зажима под определенными ракурсами
Китайские угольники выделяются бюджетной ценой, но они не выдерживают температурных перепадов, поэтому быстро ломаются. Для сваривания изделий под различными углами рекомендуется выбирать настраиваемый механизм либо приобретать комплект, содержащий несколько видов инструментов для зажима под определенными ракурсами.