Лучшие сварочные полуавтоматы
Содержание:
Лучшие профессиональные сварочные полуавтоматы
Профессиональные устройства подходят для непрерывной работы в течение длительного времени. Рассмотрим популярные модели и расскажем об их особенностях.
Aurora SPEEDWAY 250 (MIG/MAG, MMA)
9.6
Рейтинг На основе отзывов покупателей (2019-2020)
Долговечность
10
Качество
9.5
Цена
9
Надежность
9.5
Отзывы
10
Профессиональная трехфазная модель для сварки проволокой (сталь) типа полуавтомат. Рабочая среда – активный или инертный защитный газ MIG-MAG, подходит технология штучного электрода MMA. Сарочный аппарат используют на производствах и в профессиональных сервисах. Интерфейс управления удобный, настройка полуавтомата доступна для решения широкого перечня задач. IGBT технология гарантирует надежность на долгие годы эксплуатации.
Индуктивность регулируется для настройки оптимальных глубины плавления, жесткости дуги и формы валика. Стабильность горения отличная, брызги образуются минимально. Катушку проволоки можно устанавливать до D300. Подающий механизм открытого типа. Все необходимые для работы аксессуары идут в комплекте. Силовой блок спроектирован на базе IGBT.
ПЛЮСЫ:
- удобный интерфейс;
- привлекательный дизайн;
- максимальная производительность;
- высокая долговечность.
МИНУСЫ:
цена выше среднего.
BLUEWELD Starmig 215 Dual Synergic (TIG, MIG/MAG, MMA)
9.5
Рейтинг На основе отзывов покупателей (2019-2020)
Долговечность
8.5
Качество
10
Цена
9.5
Надежность
9.5
Отзывы
10
Профессиональный аппарат подходит для сварки всех типов. Его используют на небольших производствах и автосервисах. Максимальное качество швов гарантировано. Возможна работа с любыми материалами, гарантирована максимально точная интеграция набора из 17 синергетических программ.
Модель востребована в области кузовного ремонта. Важны функциональность, надежность, возможность получать качественные и красивые сварные швы. Дисплей жидкокристаллический, крупный. Есть евроразъем для подключения горелок. После смены полярности можно работать с проволоками флюсового типа или сплошного сечения.
ПЛЮСЫ:
- широкие настройки;
- возможность решать задачи повышенной сложности;
- высокая долговечность;
- защита от перегрева.
МИНУСЫ:
нет.
Aurora ULTIMATE 350 (MIG/MAG, MMA)
8.8
Рейтинг На основе отзывов покупателей (2019-2020)
Долговечность
8.5
Качество
9
Цена
8.5
Надежность
9
Отзывы
9
Производительные инверторы, которые относятся к профкатегории. Тип исполнения устройства – так называемый декомпакт. Есть механизм выноса и набор из 4 роликов. В стандартной поставке идет пакет с кабелями до подающего механизма – то есть 5 в длину. В итоге расширяется рабочая область сварки.
Панель управления предельно простая в плане настроек, в ней реализован полный набор необходимых функций. Доступны заварка кратера и газовая продувка. Режим функционирования горелочного элемента четырехтактный. Есть переключатель для смены полюсов. IGBT гарантирует максимальную долговечность решения.
ПЛЮСЫ:
- стабильная долговременная работа;
- удобная панель настроек;
- наличие пары цифровых дисплеев;
- эффективное воздушное охлаждение;
- передовое модульное управление.
МИНУСЫ:
высокая цена.
Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)
8.7
Рейтинг На основе отзывов покупателей (2019-2020)
Долговечность
8.5
Качество
9
Цена
8.5
Надежность
8.5
Отзывы
9
Профессиональный агрегат с широким перечнем настроек. Он позволяет корректировать параметры сварки, быстро выполнять все основные настройки. Достаточно выбрать один параметр, и остальные будут выставлены автоматически.
Есть функция быстрого розжига дуги, предусмотрена защита от залипаний. Производитель интегрировал в аппарат опцию равномерного провара. Можно применять аппарат в нестабильных сетях, при просадках напряжения. Подготовка к работе предельно простая, до начала работ рекомендовано делать холостой прогон. Есть встроенная тестовая продувка. Уровень безопасности высокий.
ПЛЮСЫ:
- хорошая производительность;
- 100% защита;
- 5 лет гарантии;
- наглядный контроль;
- световые индикаторы;
- противоударность.
МИНУСЫ:
стоимость выше среднего.
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
-
емкость с инертным или активным газом и газовое оборудование к ней.
Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.
 Рисунок 2 — Унифицированный евроразъем
Рисунок 2 — Унифицированный евроразъем
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
Горелка
 Рисунок 3 — Устройство горелки
Рисунок 3 — Устройство горелки
По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Подача проволоки
 Рисунок 4 — Механизм подачи
Рисунок 4 — Механизм подачи
Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Лучшие сварочные полуавтоматы средней ценовой категории
В этой категории рейтинга будут рассмотрены полупрофессиональные модели с повышенными возможностями и уровнем качества, приличным диапазоном настроек, а также ценами от 30 000 рублей и выше. Чаще всего подобные агрегаты задействованы в частных мастерских, автомобильных сервисах, а также в быту с большим уровнем нагрузки. В среднем лучшие сварочные полуавтоматы средней ценовой категории выдерживают 4-6 часов работы в день.
Fubag Irmig 180 SYN (TIG, MIG/MAG, MMA)
В ходе создания такого аппарата производитель задействовал усовершенствованную технологию IGBT. Источником тепла выступает дуга между проволокой толщиной 1 мм и рабочим металлом, дальше поступает газ, образующий сварочную ванну. Главные преимущества модели – компактные размеры, небольшой вес. Целевое назначение обширное – ремонтные, обивочные работы в любых условиях. Разные защитные системы уберегают корпус от перегрева, скачков напряжения. Максимальный показатель тока – 180 А, мощности – 7000 Вт. Скоростная сварка обеспечена автоматической подачей проволоки.
Достоинства
- Заземленный кабель с зажимом;
- Металлический корпус;
- Высокая производительность;
- Скоростной режим работы;
- Нетребовательность к проволоке;
- Компактность.
Недостатки
Нет кейса для хранения.
Это одни из самых удобных, нетребовательных и компактных аппаратов в своем сегменте. При верной настройке он способен справиться с разными видами металла, демонстрируя неприхотливость к проволоке. Актуален он тогда, когда сварка выполняется регулярно и в разных условиях. Минусом можно считать разве что отсутствие чехла для размещения, в остальном нареканий от пользователей не поступало.
FoxWeld InverMIG 205 (TIG, MIG/MAG, MMA)
Такой аппарат отлично подойдет для гаражных работ, небольшого автосервиса. Даже при большом напряжении, малом токе он справляется с поставленными задачами. Его функционал заключается в нескольких видах работ – полуавтоматическая сварка MIG/MAG, аргоновая сварка TIG LIFT, а также дуговая ручная сварка MMA. В наборе идет сам инвертор, горелка к нему, ЗИП комплект, газовый рукав, зажим и заземленный кабель. Из важных характеристик стоит отметить толщину проволоки 1 мм, 100% продолжительность цикла, диапазон тока 30-160 А.
Достоинства
- Многофункциональность;
- Максимальный коэффициент постоянного включения;
- 3 типа сварки;
- Выносливость к разным условиям;
- Итальянская технология.
Недостатки
Не выявлено.
Одна из немногих моделей, к которой сложно придраться. При среднем ценнике производитель предлагает сразу 3 вида сварочных работ, что позволяет использовать агрегат в разных целях. Защитные функции отличные, что гарантирует длительный срок службы. Тем, кто скептически относится к китайской сборке, нужно знать, что производитель задействовал итальянскую технологию.
Лучшие электролобзики
BlueWeld Starmig 210 Dual Synergic (MIG/MAG)
Инверторный сварочный полуавтомат с электронной панелью, синергическим управлением, простым, понятным принципом действия. Целевое назначение – любые монтажные, кузовные работы со сталью, нержавейкой, алюминием и другими видами материалов, MIG пайка оцинковки. Максимальный порог мощности – 5000 Вт, диапазон тока – 20-200 А, диаметр проволоки – 1.2 мм.
Достоинства
- Высокое качество корпуса;
- Универсальность;
- Компактность;
- Долгий срок службы;
- Электронная панель;
- Выносливость низких температур.
Недостатки
- При сильной жаре возможен сбой;
- Цена.
Пользователи отмечают легкость в настройке, управлении за счет электронной панели. Система охлаждения отлично справляется со своими задачами. Исключением может стать сильная жара, у некоторых пользователей случались сбои. Минусом некоторые считают цену, но она оправдана итальянским качеством.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Топ сварочных полуавтоматов
Лучший профессиональный MIG/MAG/MMA сварочный полуавтомат
1. Aurora SKYWAY 300
Профессиональный сварочный инвертор, предназначенный для ручной дуговой сварки (MMA) и полуавтоматической сварки проволокой (MIG/MAG). Работает от трёхфазной сети с напряжение 380 вольт. Выдаёт постоянный сварочный ток силой от 50 до 300 ампер. Мощности в 11 кВт хватит для решения самых сложных задач. Продолжительность включения при максимальном токе составляет 35 %: то есть, из 10 минут работы 3,5 минуты займёт сварка, а оставшееся время потребуется для остывания. Поддерживает проволоку диаметром от 0,8 мм до 1,2 мм. Скорость подачи проволоки — 3-16 м/мин. Свою немаленькую цену в 80 500 рублей этот мощный и производительный аппарат окупит очень быстро.
Лучший полупрофессиональный инверторный сварочный полуавтомат
2. Сварог REAL MIG 200
Недорогая, но производительная модель полупрофессионального класса ценой около 25 000 рублей. Предназначена для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW), а также классической ручной дуговой сварки покрытым электродом (ММА). Инвертор работает со сварочным током от 10 до 200 ампер. Аппарат однофазный, подключается к бытовой электросети с напряжением 220 вольт. Мощности в 7,7 киловатта хватит для обслуживания небольшой мастерской. Продолжительность включения при максимальном токе составляет внушительные 60 %. Поддерживает электроды диаметром от 1,5 мм до 4 мм и проволоку диаметром от 0,6 мм до 1 мм, обеспечивая скорость подачи проволоки от 1,5 до 14 м/мин.
Лучший бытовой MIG/MAG сварочный полуавтомат
3. Fubag IRMIG 180
Не самая дешёвая бытовая модель — этот полуавтомат стоит около 16 500 рублей — но точно одна из самых удачных на рынке. Инвертор весит всего 12 килограмм и занимает немного места, так что хранить его можно хоть в гараже, хоть дома в шкафу. Предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG). Работает от бытовой электросети с напряжением 220 вольт, выдаёт от 30 до 180 ампер сварочного тока. Мощности в 6,6 киловатта с запасом хватит для любых домашних нужд. Продолжительность включения при максимальном токе в 25 % воображения не поражает, но для модели домашнего класса это вполне приемлемая величина. Диаметр проволоки — от 0,6 до 0,8 мм.
Лучший бюджетный MIG/MAG сварочный полуавтомат
4. Wester MIG-100
За скромным ценником в 10 500 рублей с небольшим скрывается очень интересная модель сварочного выпрямителя, которая отлично подойдёт для использования на даче или в гараже. Аппарат предназначен для полуавтоматической сварки в среде инертных или активных газов (MIG/MAG) со сварочным током от 53 до 100 ампер. Мощности в 2,4 киловатта должно хватить для несложных бытовых задач, которым соответствуют и небольшая продолжительность включения при максимальном токе в 10 %, и скромный диаметр поддерживаемой проволоки от 0,6 до 0,8 мм. Аппарат защищён от пыли и воды по классу IP21S, так что использовать его можно даже в самых неблагоприятных условиях. Хороший агрегат типа «мой первый сварочный полуавтомат».
Сварка полуавтоматом без применения газа
Среди обширного количества видов сварок самой перспективной и востребованной становится сварка без использования газа.
Сварка полуавтоматом данного типа производится с помощью флюсовой проволоки или как ее называют специалисты сварочная порошковая проволока.
Флюсовая проволока это стальная трубка, но внутри данной трубки находится специальный порошок— сварочный флюс, похожий на обмазку обычных электродов.
Воздействуя на флюсовую проволоку с помощью высокой температуры получается сгорание флюса, которое обеспечивает защитное газовое облако в месте сварки. Сам процесс очень схож с обычной электродной сваркой.
Главное достоинство данного метода это отсутствие необходимости носить с собой газовые баллоны, огромный выбор материала с различными видами химических составов, с помощью которых можно формировать необходимые дуговые свойства и менять характеристику шва.
Так как сварка полуавтоматом схожа с обычной электродной, то происходит попадание шлака от сгоревшего флюса в сварочную зону, поэтому необходимо обеспечивать герметизацию сварочной поверхности. Для этого необходимо сверху готового шва наложить еще несколько новых.
Флюсовая проволока имеет низкую жесткость, поэтому ее подача к зоне сварки должна быть с небольшим усиленным нажатием, изгибы шланга полуавтоматической сварки попросту недопустимы.
Крайне необходимо соблюдать условия полярности фазного провода и «массы»
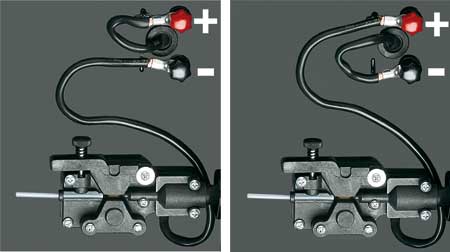
Слева вы видите полярность сварки без использования газа, а справа с использованием газа при сварке.
Для того, чтобы начать процесс необходимо подключить источник питания следующим способом: минус к держателю горелки, а плюс к свариваемой поверхности. В случае сварки с использованием защитного газа, происходит подключение в обратном порядке.
Данный метод подключения питания обеспечивает высокую температуру для плавления флюса и образование защитной газовой среды.
Основные преимущества безгазовой сварки:
- Простота сварочного процесса
- Отсутствие необходимости в газовом баллоне
- Быстрая скорость осуществления работы
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.
То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
https://youtube.com/watch?v=jFL-r67COw4
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.
Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.