Учимся сваривать металл: от азов сварочных работ до обучения технике сварки
Содержание:
- Резка пенопласта и сварка проводов
- Подготовка к работе инвертором
- Принцип работы сварочного инвертора
- Технология сварочных работ
- Как выбирать аппарат для электросварки
- Как правильно варить инвертором?
- Конструкция инвертора для сварки
- Правила формирования сварочного шва и возможные дефекты
- Контроль качества шва
- Варим, режем
- Что такое сварочный инвертор и как он работает
- Угол наклона и другие положения электрода
- Подготовка к сварочным работам
- Назначение и принцип действия
Резка пенопласта и сварка проводов
Еще одно нестандартное применение инвертора для сварки, это резка пенопласта. Также, учитывая достаточно большую мощность, инвертором можно резать поликарбонат.
Всё что потребуется сделать, так это собрать простейшее приспособление в виде столешницы со стойками из шпильки для крепления нихромовой проволоки. Толщина проволоки должна быть порядка 0,5 мм.

Концы шпилек, на которых будет закреплена нихромовая проволока, обязательно нужно изолировать, чтобы они не пропускали ток. Ну а высоту резки достаточно просто регулировать вкручиванием или выкручиванием шпилек через установленные в столешнице гайки.
Еще одно из необычных применений сварочного инвертора заключается в сварке проводов. Вроде бы сварка и так, но для этих целей применяются совсем другие устройства.

А так, если взять угольную щётку и вставить её вместо электрода, то инвертором можно сваривать скрутки проводов. Не нужно, наверное, объяснять, что таким образом соединение получается более надежным и долговечным, с очень низким сопротивлением току.
В общем, сварочный инвертор можно использовать совсем по другому назначению, а не только для сварки. Например, им можно легко запускать мощные электродвигатели. При этом и сварочный ток инвертора должен быть достаточно большим, не менее чем 300 Ампер.

Также из сварочных инверторов делают индукционные нагреватели. Инверторы используют для зарядки мощных аккумуляторов. Ими очищают ржавые детали способом электролиза, и это далеко на все…
А какие нестандартные применения инверторов знаете вы? Делитесь своим опытом и комментариями под статьёй, нам важно мнение каждого!
Подготовка к работе инвертором
При первом включении, а также при перемещении сварочного инвертора на новое место работы необходимо проверить сопротивление изоляции между корпусом и токоведущими частями, после чего подсоединить корпус к заземлению. Если инвертор долгое время находился в эксплуатации, перед тем как приступить к сварке, нужно обязательно провести его ревизию на предмет скопления пыли во внутреннем пространстве. При повышенной запыленности следует очистить все силовые элементы и блоки управления сваркой с помощью сжатого воздуха с умеренным напором. Для беспрепятственной работы системы принудительной вентиляции аппарата вокруг него должно быть создано свободное пространство на расстоянии не менее полуметра. Запрещается варить устройствами инверторной сварки вблизи мест работы шлифовальных и отрезных машинок, т. к. они создают металлическую пыль, способную вывести из строя силовую часть и электронику инвертора. В случае проведения сварочных работ на открытом пространстве необходимо защитить аппарат от прямого попадания водяных брызг и солнечных лучей. Устанавливаться сварочный инвертор должен на горизонтальной поверхности (либо под углом, не превышающим значение, указанное в паспорте).
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке. Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.
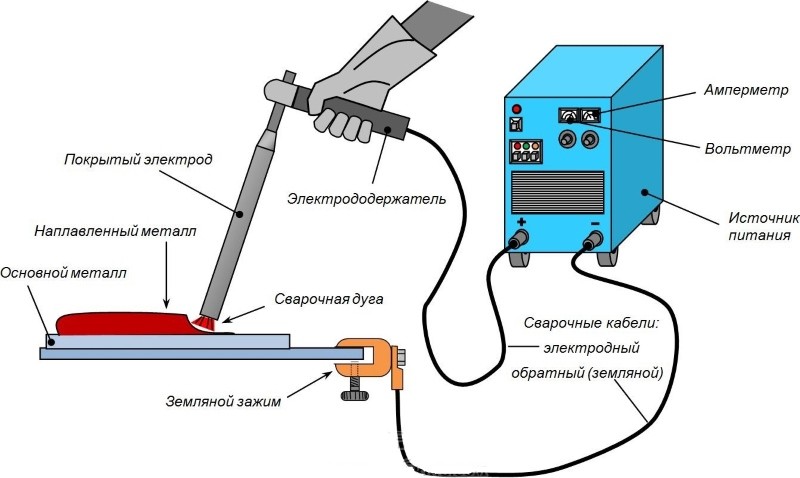
Схема дуговой сварки
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
Особое внимание следует обратить на диаметр электродов для сварки
Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике
Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня
Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Технология сварочных работ
На сегодняшний день известны следующие разновидности электродуговой сварки:
-
Сварка неплавящимся электродом.
Вольфрамовый (или графитовый) стержень, используемый как электрод, не плавится, но поддерживает электрическую дугу. Наплавляемый металл подаётся в виде проволоки или прутка. Такой вид сварки может работать и без присадочного материала, в режиме паяльника.
-
Сварка под флюсом.
Электрод, создающий электрическую дугу, подаётся внутрь слоя флюса, которым покрыта деталь. Таким образом создаются условия для идеального соединения металлов, не подверженного разрушающему влиянию воздуха.
-
Полуавтоматическая дуговая сварка.
Роль электрода выполняет проволока из металла, к которой подаётся электрический ток. По мере её плавления происходит автоматическая подача (так, чтобы длинна дуги сохранялась постоянной). В тоже время к месту сварки нагнетается защитный газ — углекислый или аргон. В результате значительно повышается качество сварного шва.
В домашних условиях такие виды сварки практически не применяются. Поэтому перейдём к рассмотрению четвёртого вида сварочных работ — ручной электродуговой сварки.
Ручная дуговая сварка основана на применении специального электрода в обмазке
Электросварочные аппараты для ручной сварки разделяют на два типа — переменного тока и постоянного тока. Использование переменного тока позволяет конструировать приборы высокой производительности и мощности. Преимуществом постоянного тока, благодаря отсутствию смены полярности, является более ровный шов с меньшим количеством металлических брызг.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических деталей. Высокая температура (до 7000о С) расплавляет материал до жидкого состояния и происходит диффузия — смешивание на молекулярном уровне.
Принципиальным отличием сварки от склеивания является отсутствие вспомогательных материалов — соединяемые детали превращаются в монолитную конструкцию.
Поэтому нужно отчётливо понимать, что для правильного применения сварки использовать можно только однородные металлы. Нельзя приварить алюминий к железу или медь к нержавейке. Температура плавления у разных материалов различная, а создание сплавов не входит в круг возможностей сварочного оборудования.
Для сварки железных конструкций существуют различные сварные аппараты.
-
Трансформаторы. Служат для преобразования сетевого тока напряжением 220 В, в ток с параметрами необходимыми для создания высокотемпературной электрической дуги. Происходит это за счёт понижения напряжения (не более 70 В) и повышения силы тока (до тысяч ампер). Сегодня такие приборы постепенно уходят в прошлое, так как для бытового использования они слишком громоздки и потребляют большое количество электроэнергии. Кроме того, работа трансформатора не отличается стабильностью и негативно влияет на состояние сети в целом — при включении создаются перепады напряжения, страдает чувствительная бытовая техника. Бывают одно и трёх фазными.
-
Выпрямители.
Преобразуют переменный ток потребительской сети в постоянный. Принцип работы таких приборов основан на использовании выпрямляющих кремниевых диодов, которые также называются вентилями. Характерным отличием сварочного аппарата постоянного тока от сварочного переменного тока, является сильный нагрев электрода на плюсовом полюсе. Это даёт возможность контролировать процесс сварки: осуществлять «щадящую сварку», манипулируя настройками ощутимо экономить электроды при резке металла.
-
Инверторы.
Довольно долгое время (до 2000 г.) были недоступны для широкого применения в быту в силу высокой стоимости. Но в последствии приобрели большую популярность. Принцип действия инвертора состоит в преобразовании сетевого переменного тока в постоянный, а затем — снова в переменный, но уже высокочастотный ток. Отличие данной схемы от трансформаторной сварки в том, что дуга, полученная от преобразованного постоянного тока, более устойчивая.
Главным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также ощутимое снижение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавной регулировки выходящего тока, что заметно повысило КПД агрегата и обеспечило лёгкость зажигания дуги во время работы.
Но есть и недостатки:
- временные ограничения в использовании, что связано с нагревом электронной схемы преобразования;
- создание электромагнитного «шума», высокочастотных помех;
- негативное влияние влажности воздуха, что приводит к образованию конденсата внутри прибора.
Как выбирать аппарат для электросварки
Если с типом сварочного аппарата (трансформатор, выпрямитель, инвертор, автомат или генератор) вы определились, необходимо выбирать модель. Есть несколько ключевых параметров, которые облегчат этот процесс:
- Питающее напряжение: 220 В или 380 В. Для быта обычно берут сварочники, работающие от 220 В. Все типы сварочных аппаратов кроме инверторов достаточно требовательны к его характеристикам. Это только инверторы без проблем могут работать в диапазоне 180-250 В. У остальных при повышении срабатывает защита (они отключаются), а при понижении сильно падают параметры. Трехфазные аппараты на 380 В, как правило более мощные и надежные, но и стоят дороже (минимально — порядка 20-30 тыс. рублей). Их чаще приобретают для производства, на крупные СТО. Для сварки «для себя» своими руками мощность этих агрегатов избыточна.
-
Выходной ток. Если вы выбираете сварочный аппарат для дома и дачи, использовать его будете периодически, для большинства работ достаточно тока 160-180 Ампер (инверторами на этом токе можно работать электродами 3-4 мм без проблем). Если предполагаете варить толстый металл, больше чем 190-250 Ампер вам ни к чему. Промышленные модели могут выдавать до 500 А.
- Напряжение холостого хода. Измеряется на аппарате без нагрузки. Может быть от 45 В до 80-95 В. От этого параметра зависит легкость розжига дуги. Чем выше напряжение холостого хода, тем проще начинать сварку. Также повышенные характеристики гарантируют более стабильную дугу, что облегчает сварку. Этот параметр учитывают при выборе типа электродов: одним для розжига достаточно небольшого напряжения (риутиловое покрытие), другим — нужны повышенные значения (основное покрытие).
| Толщина металла, мм | Диаметр электродов, мм |
|---|---|
| 1,2 — 2,0 мм | 1,5 мм |
| 1,5 — 3,0 мм | 2,0 мм |
| 1,5 — 5,0 мм | 2,5 мм |
| 2,0 — 12,0 мм | 3,0 мм |
| 4,0 — 20, мм | 4,0 мм |
| 10 — 40 мм | 5,0 мм |
Максимальный диаметр электродов, с которыми может работать агрегат. Этот показатель, кроме подбора электродов, влияет также на толщину металла, с которой аппарат может работать.
Несколько общих советов по выбору аппарата для сварки. Чтобы решить, какой сварочный аппарат лучше для дома, отталкивайтесь от тех задач, которые вам нужно будет решать. Для сварки черного металла достаточно трансформатора. Если нужно будет варить конструкционную или низколегированную сталь — нужен инвертор. Для сварки тонких или цветных металлов — полуавтомат.

При работе со сварочным аппаратом вам обязательно нужна сварочная маска и лучше — хамелеон, а также рабочие перчатки или краги сварщика
Часто решающим фактором оказываются габариты. Если вам необходим переносной, портативный и компактный сварочный аппарат — это инвертор, питающийся от сети 220 В. Он имеет совсем небольшие размеры и вес. Его легко переносить даже просто на плече, повесив на ремень. При этом он работает с большим спектром материалов, дает возможность получить хороший шов.
Если электропитание у вас далеко от идеала, то вам тоже подойдет инверторный сварочник: они не боятся перепадов напряжения и раотают даже при понижении до 180 В. Некоторые модели, разработанные специально для пониженного напряжения, работают вообще при 160 В.
Эти же аппараты рекомендуют и начинающим сварщикам: у некоторых из них есть несколько полезных функций, которые значительно облегчают работу новичку в сварке:
- Режим Hot Start — «горячий старт» — облегчает розжиг дуги. В момент начала сварки выдается дополнительный импульс тока, облегчающий розжиг;
- Anti-Stick — «против залипания». В начале работ новичку тяжело правильно подобрать параметры сварки. В результате электрод «прилипает» к детали. При работе с трансформаторами и выпрямителями оторвать его потом непросто. В инверторах автоматически понижается ток, и электрод можно оторвать без особых проблем.
- Arc Force — повышенная мощность. При быстром приближении электрода повышается сила тока, предупреждая залипание электрода.
Как правильно варить инвертором?
Современные инверторные аппараты способны проводить различные виды работ, которые ранее не были доступны в домашних условиях. Небольшой вес и компактность обеспечивают широкий диапазон его применения. Расход электроэнергии направлен только на поддержания сварочной дуги.
Подробную инструкцию для начинающих смотрите на видео:
В процессе использования важно поддерживать бесперебойную подачу электроэнергии, желательно без существенных колебаний напряжения. Это поможет продлить срок эксплуатации устройства и обеспечит качественное выполнение пайки швов
Также важно плавно разжигать рабочую дугу, чтобы избежать образования потёков или металлических искр.
При процессе сварки образуемая дуга плавит электрод совместно с поверхностью металлической конструкции, образуя между ними ванну сверху которой ложиться жидкий слой электрода. После прекращения работ данный слой застывает, образуя шов
Важно выдерживать определённое расстояние между электродом и обрабатываемой поверхностью, чтобы не допустить затухания дуги. Для этого необходимо стараться вести его ровно по стыку шва не увеличивая или уменьшая скорость проведения
Кроме того, перед проведением сварки металла освободите рабочее место от ненужных вещей, которые могут помещать или затруднить предстоящие работы. Обеспечьте хорошее освещение и обзор. Процесс сварки должен проходить на деревянном настиле, защищающим от поражения эклектическим током. Обязательно наденьте защитные очки и резиновые перчатки.
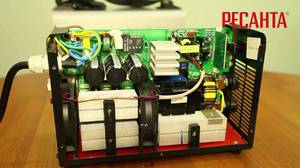
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.

Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием)
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным
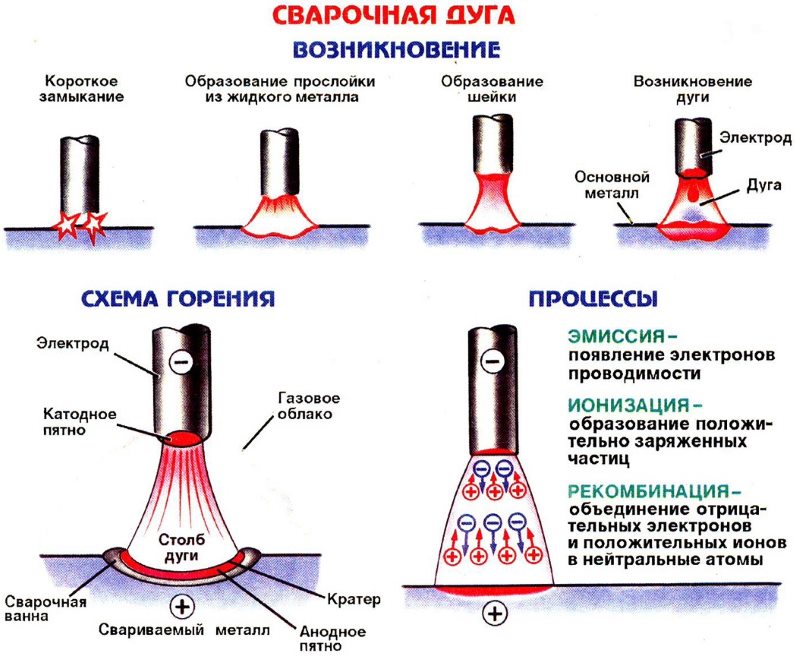
Сварочная дуга
Правила формирования сварочного шва и возможные дефекты
Возникающие в процессе сварки инвертором дефекты являются следствием различных причин. В первую очередь это плохая подготовка свариваемых поверхностей, неправильный подбор параметров и ошибки при выполнении процесса сварки. Непровар сварного шва и насыщение его шлаками может быть следствием занижения величины тока сварки, плохой зачистки места соединения или высокой скорости перемещения электрода. А неравномерная форма шва чаще всего связана с нестабильностью сварочной ванны или колебаниями траектории движения электрода. Кроме того, некоторые дефекты возникают вследствие особенных физико-химических свойств свариваемого материала. Для того чтобы их избежать, требуется более тщательный подбор режимов работы инвертора и применяемых электродов.
Контроль качества шва
После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Еще по этой теме на нашем сайте:
- Под словом сварка общепринято понимать технологический процесс, где в результате нагревания устанавливается межмолекулярная и межатомная связь между частями. Таким образом, соединяются непосредственные материалы. В основном…
- Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики…
- Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой…
- Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных…
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Что такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах
Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию
Угол наклона и другие положения электрода
Движение сварочной ванны обеспечивается правильным наклоном электрода, угол которого составляет в среднем 45-50 градусов. За счет изменения угла меняется и ширина самой ванны, по-разному решается, как правильно сваривать металл. Наиболее оптимального положения можно добиться опытным путем, в ходе тренировок. Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.
Существуют и показатели, которые требуют соблюдения, чтобы хорошо научиться варить сварочным инвертором. Например, это длина дуги, то есть расстояние между концом электрода и деталью, составляющее, в среднем, 2-3 мм. Бывают и очень короткие дуги – до 1 мм, а также длинные – от 5 мм и выше до полного отрыва. Практические занятия рекомендуется проводить на среднем расстоянии, чтобы изначально получился ровный шов.
Слишком большой зазор может привести к недостаточному прогреву металла, размазанному шву и ненадежному соединению. Если же дуга очень короткая – форма шва получается слишком выпуклой из-за маленькой зоны разогрева. Такие соединения сопровождаются канавками, подрезающими шов по длине и снижающими прочность сварки.
Основная рекомендация специалистов – не жалеть электродов на уроки сварки инвертором. Кому-то будет достаточно и нескольких штук, чтобы прочувствовать суть процесса, а в некоторых случаях счет может идти на килограммы. Зато все движения отработаются до автоматизма, и рука в дальнейшем будет сама работать и сделает все нужные движения.
Полярность при сварке инвертором
Выбираем электроды для сварки инвертором
Сварка нержавейки инвертором
Контактная сварка из инвертора
Сварка чугуна электродом в домашних условиях
Подключение сварочного инвертора
Подготовка к сварочным работам
Любые сварочные работы требуют предварительной подготовки. В первую очередь нужно подготовить защитную спецодежду:
- Грубые тканевые перчатки или рукавицы.
- Костюм (куртка и брюки) из грубой натуральной ткани. Плотность материала должна препятствовать возгоранию при попадании искр во время работы. Ворот и рукава обеспечивают защиту рук и шеи.
- Кожаная обувь закрытого типа на толстой подошве.
- Сварочная маска, оборудованная фильтром для защиты глаз. Выбор фильтра производится в соответствии со сварочным током. Очень удобна маска хамелеон, где фильтр самостоятельно определяет яркость дуги и создает нужную степень затемнения.
На следующем этапе подготовки следует позаботиться о безопасных условиях труда и организации рабочего места. С этой целью необходимо выполнить следующее:
- Сварочный стол полностью освобождается от посторонних предметов, особенно тех, которые легко воспламеняются от искр.
- К рабочей площадке подводится полноценное освещение.
- Под ногами сварщика размещается деревянный настил, обеспечивающий защиту от поражения электротоком.
Отдельно выбираются электроды для сварки алюминия инвертором и в случае необходимости готовятся к работе. Если есть сомнения в качестве изделий, они высушиваются при высокой температуре от 2 до 3 часов. Выбор электродов зависит от свойств металла свариваемых деталей. Ученикам для тренировки подойдут изделия марки МР или АНО.
Уроки сварки инвертором для начинающих включают и подготовку самих деталей. При помощи металлической щетки полностью удаляется ржавчина со всех кромок. Они очищаются от старой краски, жира и других загрязнений. После этого поверхности обрабатываются уайт-спиритом, бензином или другими растворителями.
Назначение и принцип действия
Существует несколько методов сварки, для каждого из которых требуется свой инвертор:
- Manual Metal Arc (MMA) – ручной режим электродной сварки с использованием покрытых электродов. Речь идет о моделях для ручной дуговой сварки металлов, обладающих малым весом и размерами. Они позволяют выполнять аккуратные качественные сварочные соединения, а их возможностей (с технической точки зрения) с лихвой хватает для сварки в условиях малого производственного участка или же мастерской. Метод ММА простейший из перечисленных, обеспечивает наименьшее качество сварки, если сравнивать с описанными ниже вариантами. Но это утверждение не означает, что он плохой, а указывает, что следующие лучше. Инвертор для сварки этим методом дает возможность работать с различными видами стали, включая чугун.
- Tungsten Inert Gas (TIG) – в большинстве случаев работа выполняется неплавящимся электродом, изготовленным из вольфрама. Этот метод также называется аргонно-дуговой сваркой, а область его применения – соединение заготовок со стенками толщиной до 6 мм. При работе в зону сварки подается присадочный материал автоматическим или ручным способом. Сама же дуга предназначена для плавки металла. Метод ТИГ подходит для сварки низкоуглеродистых и нержавеющих сталей, титановых и магниевых сплавов, а также цветных металлов. Среди преимуществ отмечается отсутствие брызг и шлаков в процессе работы, крайне высокое качество шва. Наряду с ними присутствует и минус, который заключается в невысокой скорости формирования шва.
- Metal Inert / Active Gas (MIG-MAG) – сварка в среде защитных газов (MIG – инертных, MAG – активных), причем в полуавтоматическом режиме. Проволока (одновременно электрод и присадка) подается в рабочую зону без человеческого вмешательства, а плавится теплом дуги. Качество последней определяется грамотностью настроек инвертора, то есть скоростью подачи проволоки, током, расходом и выбором самого газа. Применение – сваривание деталей с тонкими стенками. Ярким примером выступает автомобильный кузов.

Существую универсальные варианты аппаратов, которые подразумевают использование одной из приведенных выше технологий путем изменения режима работы посредством переключателя.

То есть одна модель способна выполнять все эти виды сварки.