Как правильно пользоваться штангенциркулем
Содержание:
- Как пользоваться штангенциркулем, точность инструмента
- Конструктивные особенности
- Виды штангенциркулей
- Почему возникают ошибки при измерениях
- Специальные штангенциркули
- Принцип работы и эксплуатации
- Микрометр
- Порядок измерений
- Как правильно пользоваться штангенциркулем
- Характеристики
- Какой штангенциркуль лучше – электронный или простой
- Проверка исправности и подготовка к замеру
Как пользоваться штангенциркулем, точность инструмента
Измерения с точностью до 1 мм интуитивно понятны абсолютно всем и в особых разъяснениях абсолютно не нуждаются. Передвигая подвижную рамку вдоль штанги, зажимая (не сильно) губками деталь, мы отслеживаем на цифровой шкале штанги размер. Все хорошо, когда риска с «0» нониуса четко совпадает с любой из рисок основной шкалы. Это значит, что деталь имеет размер в целых миллиметрах. Но если риски шкалы и нониуса не совпадают, то большинство людей применит термин «больше» или «меньше». К примеру: чуть больше 30 мм для обывателя будет означать размер от 30 до 31 мм. Но пользование нониусом настолько просто, что имея штангенциркуль, продолжать пользоваться подобными величинами – моветон.
Шкала нониуса разбита таким образом, что наиболее точное совпадение ее риски с риской основной шкалы покажет точное значение после запятой в дробном значении размера детали.
Нужно учитывать класс точности инструмента, он обязательно пишется – чаще прямо на нониусе – чему равно одно его деление. Большинство самых распространенных штангенциркулей обладает способностью определять размер с точностью до 1/10 миллиметра, но есть приборы и до 2/100, на них написано 0,02. На принцип пользования нониусом это не влияет.
https://youtube.com/watch?v=Nobw6s9k4dQ
Кроме умения пользоваться нониусом, важно так же правильно пользоваться штангенциркулем во время проведения измерений, о чем детально рассказывается в следующем видео. https://www.youtube.com/embed/82yPc4p9wfs
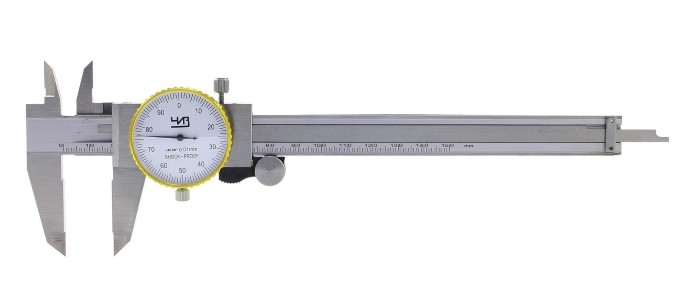
Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение
Здесь важно учитывать значение деления, которое указывается на циферблате
Для этого штангеля оно составляет 0,02 мм. К плюсам такого исполнения инструмента можно отнести возможность тарирования (физической установки на «0» шкалы циферблата) при сведенных губках с фиксацией зажимным винтом – здесь он снизу циферблата. К явным же недостаткам – исключительную аккуратность в обращении. Слишком велик риск повреждения инструмента при разбивании стекла циферблата. А ведь особую бережность в обращении со штангенциркулем при проведении слесарных, токарных или фрезерных работ обеспечить практически невозможно, поэтому ШЦК все чаще снимается с производства ввиду малого спроса, хотя в домашних условиях, при бережном отношении он может многие годы служить верой и правдой.
Хотя очень недорогие (от 5,5 $) за штуку углепластиковые циферблатные штангеля все же пока удерживают этот тип инструмента на плаву.
Еще одним фактором, влияющим на уход с рынка ШЦК, стало наличие недорогих и менее прихотливых в эксплуатации ШЦЦ – цифровых или дигитальных (от digital – цифровой) штангенциркулей, в основном китайского производства.
Несколько слов о кнопках на цифровом штангенциркуле. Зеленая вверху – переключатель значений «миллиметры – дюймы». Ремарка: наличие на основной шкале (а также на подвижной рамке) верхней разметки позволяет производить измерения в дюймах, что в общем-то для нас не так уж и актуально. Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Кстати, взаимная проверка точности всех перечисленных типов штангелей, в т.ч. и с разным классом точности измерений, показывает, что даже старые советские инструменты, при условии не убийственных условий эксплуатации, вполне справляются со своей задачей
Важно помнить: наиболее точным значением для наружных размеров будет наименьшее, а для внутренних – наибольшее. Все дело в том, что крайне сложно абсолютно точно позиционировать инструмент при замерах, а искажения дают именно эти неточности
И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге. И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.
Конструктивные особенности
Устройство штангенциркуля представлено тремя видами отдельных измерительных устройств, которые имеют общий класс точности и единые пределы измерения.
 Их результаты отображаются на общей шкале штанги и нониуса.
Их результаты отображаются на общей шкале штанги и нониуса.
Составные части штангенциркуля
Конструктивно механизм состоит из:
- базового элемента — штанги;
- подвижной части — рамки с дополнительными устройствами.
Штанга
Все детали размещаются на ней. Она выполнена плоской металлической рейкой с неподвижными губками и шкалой миллиметровых делений.

Рамка
Составная конструкция с внутренними пазами — подвижная рамка перемещается по штанге. Она имеет собственные губки, шкалу нониуса и стопорный механизм.

Узел фиксации состоит из винта регулировки усилия с подпружиненной пластиной, создающей равномерное прижатие при передвижениях рамки по всей длине штанги.

Рабочие кромки губок рамок и штанги имеют угловую заточку. Для выполнения внешних замеров она создана с ограничительными упорами, а внутренних — по всей длине рабочей кромки.

Измерительные шкалы
Отсчет длины измеряемой детали в мм снимают по шкале штанги, а последующее уточнение их долей выполняют по нониусу. Его класс точности в мм бывает:
- 0,02;
- 0,05;
- 0,1.
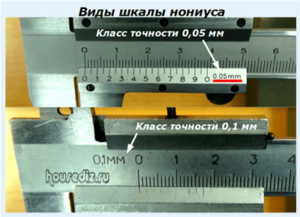
Шкала нониуса может наноситься непосредственно на корпусе подвижной рамки, как показано на нижнем фото, или крепиться винтами для выполнения точной калибровки инструмента — верхний снимок.
Как работают шкалы нониуса и штанги
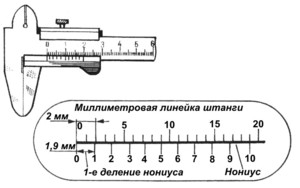
Разберем на примере штангенциркуля с классом точности 0,1.

Цена одного деления штанги, расположенная сверху, составляет ровно 1,0 мм, а у нониуса — 1,9. Поэтому десять нижних его делений занимают 19 мм.
При всех замерах в качестве указателя размера измеряемой детали используется положение нуля шкалы нониуса, установленное напротив верхних делений. На представленном рисунке он расположен в начале отсчета штанги и указывает на 0 мм длины.
Во время измерения подвижная рамка перемещается по штанге, удаляясь от начала шкалы, и фиксируется в определённом положении, например, как показано на рисунке ниже.

Ноль шкалы нониуса прошел два миллиметра по штанге. Он указывает на целую часть измеряемого числа — 2,0 мм. Из всех остальных девяти меток подвижной рамки ближе всех подошла к верхним калиброванным делениям четвертая. Она и показывает величину дробной части — 0,4 мм.
Остается только их сложить: 2,0+0,4=2,4 мм. Получили результат измерения штангенциркуля в своем классе точности.
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.

Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.
Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Специальные штангенциркули
Наряду с универсальными инструментами существуют и специальные модели, которые используют только для узкого ряда измерений.
Если и можно встретить в продаже такой штангенциркуль, цена на него будет очень высокой – от трех тысяч рублей.
- ШЦЦТ предназначен для замеров параметров труб. Это трубный штангенциркуль.
- ШЦЦВ используют для замеров внутренних размеров. Он оснащен цифровым дисплеем.
- ШЦЦН – это аналогичный инструмент, но предназначен уже для размеров внутренних.
- ШЦПУ – цифровой универсальный измерительный инструмент. Он комплектуется комплектом насадок для труднодоступных мест. Назначение штангенциркуля – измерение межцентровых расстояний, толщины стенок труб, наружных, а также внутренних диаметров.
- ШЦЦД – устройство для измерения толщин тормозных дисков и похожих деталей. Он имеет различные специальные выступы.
- ШЦЦП – этот инструмент используется для выполнения замеров остаточной глубины протектора покрышки автомобиля.
- ШЦЦМ предназначается только для выполнения замеров межцентрового расстояния.
Принцип работы и эксплуатации
Устройство обладает принципом работы, который основывается на применении цифрового нониуса. Для этого используется кодер и емкостная матрица. Если говорить простыми словами, то в приборе установлена пара обычных конденсаторов, которые активизируются поочередно. Верхняя пластинка при этом выполняет функции общего электрода. Для формирования емкостного массива в штангенциркуле электронном применяется несколько пластинок, что позволяет точно определять все движения встроенного датчика. Ползунок применяется как роток. Статор находится в линейке из металла.
Отрезок, который отделяет положение на упоре в плоскость измеряющейся детали, считается ее размером.
Принцип эксплуатации этого прибора аналогичен схеме применения механического прибора. Если нужно узнать внутренние размеры, то губки штангенциркуля нужно вставить в отверстие детали, а затем их максимально развести, пока они не упрутся в стенки. Результаты измерения мгновенно отобразятся на дисплее.
Если требуется измерить глубину, то торец нужно упереть в одном конце элемента, служащем началом отсчета, а глубинный стержень, выходящий из торца, нужно до упора погрузить на дно.
При измерении внешних габаритов, соответствующие губки нужно сначала развести на определенную длину, после чего расположить заготовку между ними и свести. Значение, полученное при этом, будет соответствовать размеру.
При себе рекомендуется постоянно иметь запасные источники питания, чтобы не возникло неприятных ситуаций. Цифровой прибор желательно хранить в специальной упаковке, которая также применяется и для транспортировки инструмента. Старайтесь избегать мест с повышенным уровнем влажности, а при работе в таких помещениях устройство следует периодически протирать мягкой тканью. Чтобы продлить срок службы батарейки, подсветку лучше отключать в тех ситуациях, когда в ней нет никакой необходимости.
Что касается производителей, то среди них следует выделить следующих:
- Микротех (Украина);
- Interpool (КНР);
- UKC (Китай);
- Miol (Китай);
- Came To (Корея);
- Digital (Корея).
В заключение стоит отметить, что в любом случае цифровой штангенциркуль способен составить очень достойную конкуренцию своему механическому аналогу. У него есть абсолютно все шансы, чтобы стать очень полезным инструментом в арсенале не только домашнего мастера, но и опытного профессионала.
Микрометр
Микрометр служит для наружного измерения деталей с точностью до 0,01 мм. Больше всего распространены микрометры следующих размеров: 0—25; 25—50; 50—75; 75—100 мм. Устройство микрометра показано на рисунке.
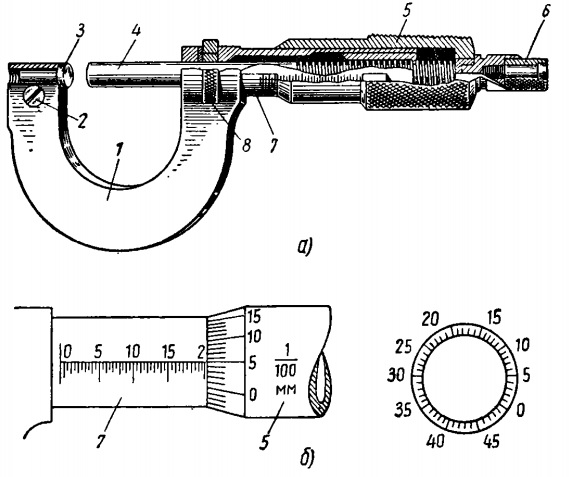
Скоба микрометра в левой части имеет закаленную и отшлифованную пятку, закрепленную стопорным винтом. В правой части скобы находится гильза с неподвижной шкалой; в гильзе закреплена стальная втулка с микрометрической резьбой, шаг которой равен 0,5 мм. Во втулку завернут микрометрический винт, на наружном конце которого укреплен барабан со шкалой, имеющей 50 делений, расположенных по окружности, и трещоткой.
Для измерения деталь устанавливают между винтом и пяткой, после чего барабан за трещотку повертывается и винт выдвигается до соприкосновения с измеряемой деталью. Для определения размера надо сосчитать число миллиметров на поверхности гильзы, включая пройденное полумиллиметровое деление, а затем посмотреть, какое деление на краю барабана совпадает с осевой чертой, сделанной на гильзе. Это деление будет соответствовать числу сотых долей миллиметра, которое нужно прибавить к предыдущим данным. В положении микрометра, показанном на рисунке б, установлен размер 20,05 мм.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.
Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.
Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Характеристики
Несмотря на большое разнообразие представленных на рынке разновидностей, главные технические характеристики инструмента являются общими для всех его видов и представлены такими параметрами, как максимальный предел измерений, ход губок, допустимая погрешность и габариты изделий.
Пределы измерений
Данный параметр показывает максимальный размер измерения и всегда указывается на маркировке штангенциркуля. К примеру, прибор ШЦ-1 125 способен измерять расстояния от 0 до 125 мм, а у более масштабных моделей, таких как ШЦ-3 630, предел измерений начинается уже не от нуля, а от 250 мм и заканчивается на отметке 630 мм.
Выдвижение губок при измерении размеров
Данный параметр также зависит от модели штангенциркуля. Например, у модели ШЦ-1 он должен составлять не менее 40 мм при наружных замерах (нижние губки) и не менее 17 мм при внутренних измерениях (верхние губки). При этом у прибора ШЦ-3 4000, предназначенного исключительно для наружных измерений, выдвижение губок не может быть менее 150 мм.
Допустимая погрешность
Класс точности инструментов с нониусом ограничивается делением 0,05 мм, так как более мелкая градация человеческим зрением практически не воспринимается и может привести к ошибке в расчётах. Электронно-цифровые приборы оснащены шкалой деления 0,01 мм и являются более точными механизмами. Показатели погрешности зависят от класса точности прибора. Например, модель 2-го класса способна измерить диаметр сверла в 5,7 либо в 5,8 мм, а изделие первого класса без труда определит размер в 5,75 мм.
Причинами даже незначительного увеличения погрешности измерений могут стать погрешность самого инструмента, плохое качество измеряемой детали, наличие заусениц, низкокачественная обработка металла, отклонения глубиномера от строго вертикального положения, неплотное прижатие губок к предмету и слабая фиксация каретки винтом.
Вес
Данный параметр целиком зависит от разновидности штангенциркуля и варьируется от 125 г до 9 кг. Однако такой вес характерен для бытовых и небольших профессиональных моделей.
Размеры
Размер инструмента зависит от его вида, предназначения, диапазона измерений и варьируется от 12,5 см до нескольких метров.
Какой штангенциркуль лучше – электронный или простой
Каждый измерительный инструмент имеет свои плюсы и недостатки, предназначен для выполнения определенных задач. Если рассматривать механический штангенциркуль, можно выделить следующие преимущества:
- простота обращения для человека, который не дружит с электроникой;
- изделие не боится влаги, легких ударов, кратковременного воздействия высоких температур;
- нет необходимости покупать батарейки, переживать, что в случае их разряда произойдет сбой в работе инструмента.
Недостатком считается только низкая скорость работы. Если на электронном дисплее быстро видны результаты, то здесь после каждого замера нужно присматриваться к шкале. Данные придется записывать на бумагу, что требует лишнего времени.
 Качественный механический штангенциркуль считается «не убиваемым» инструментом
Качественный механический штангенциркуль считается «не убиваемым» инструментом
Электронный измерительный инструмент хорош своей многофункциональностью и скоростью работы. Однако нужно помнить, что электроника боится ударов, влаги воздействия высоких температур. Если цифровое устройство уронить в воду, оставить на солнце или случайно ударить по дисплею, оно выйдет из строя. За хороший электронный штангенциркуль придется выложить приличную сумму. Таким инструментом лучше работать на «чистом» производстве, где минимизированы вредные факторы, которые приведут к быстрому выходу из строя.
 Электронный штангенциркуль лучше приобретать для выполнения задач, которые не приведут к быстрой поломке цифрового устройства
Электронный штангенциркуль лучше приобретать для выполнения задач, которые не приведут к быстрой поломке цифрового устройства
Проверка исправности и подготовка к замеру
Точность измерения любым штангенциркулем зависит от его технического состояния. Проверка метрологических характеристик профессиональных приборов выполняется специалистами соответствующих лабораторий.
Для домашнего мастера подобная операция лишняя. Достаточно при покупке проверить свидетельстве о калибровке и после этого поддерживать свой инструмент в нормальном состоянии.
Однако следует учитывать возможность его падений, ударов и другие непредвиденные случаи
С этой целью важно периодически выполнять три простых правила проверки работоспособности:
- осмотр внешнего состояния;
- проверка нулевого показания;
- оценка качества измерительных поверхностей.
Внешний осмотр
Оценивают «на глаз» качество геометрии всех деталей, чистоту поверхностей, необходимость смазки легкими маслами пазов, состояние шкал и удобство их чтения. Проверяют легкость перемещения подвижных частей.
Выявленные мелкие дефекты можно устранить своими руками.
Проверка нулевого показания
Подвижную рамку сдвигают до упора в начальное положение и наблюдают:
- установку обеих шкал на ноль;
- расположение десятого деления нониуса на отметке 19 мм отсчета шкалы штанги (для ШЦ-1 класса точности 0,1, как показано на схеме выше).
Оценка качества измерительных поверхностей
Сдвинутые губки размещают навстречу источнику света и визуально оценивают плотность их прилегания. На картинке выше показана аналогичная проверка одной поверхности эталонным угольником.
 Световые лучи проникнут через дефектные щели и укажут их расположение.
Световые лучи проникнут через дефектные щели и укажут их расположение.
Обращают внимание на положение измерителя углублений. Он в сдвинутом состоянии должен находиться в одной плоскости с дальним торцом штанги
 Для этого его выдвигают при установке торца штанги на эталонную плоскость и снимают замер по шкале отсчета. Должен быть 0.
Для этого его выдвигают при установке торца штанги на эталонную плоскость и снимают замер по шкале отсчета. Должен быть 0.