Сортамент стальных труб круглого сечения гост 8732-78
Содержание:
- Прямоугольная труба
- Сортамент труб и элементы трубопроводных коммуникаций
- Полиэтилен
- Технические особенности стальных труб
- Области применения
- Условные диаметры труб
- Классификация
- Сортамент труб, геометрические характеристики и допуски
- Маркировка изделий, требования к партии
- Сортамент «холодного» проката
- Сортамент «холодного» проката
Прямоугольная труба
Большинство стальных труб прямоугольного сечения производятся методом электрической сварки с прямым швом. Сортамент такого вида материала указан в ГОСТ 8645-82, согласно которому определяется предельная толщина стенок для труб определенного размера. Например, для изделия со сторонами 15 и 10 миллиметров допускается толщина стенок 1 мм, 1,5 мм и 2 мм.
Для трубы размером 80*60 мм стенки могут иметь толщину 3,5мм, 4 мм, 5 мм, 6 мм и 7 мм. Максимальные размеры стандартной трубы с прямоугольным сечением могут быть 180*150 мм. При этих параметрах допускается производить изделия, имеющие толщину стенок 8 мм, 9 мм, 10 мм, 12 мм.
ГОСТ 8645-82 допускает изготовление стальной трубы нестандартных размеров, например, 28*25 мм или 196*170 мм. Отклонения имеет и толщина стенок таких изделий, соответственно 1,5 мм и 18 мм.
Дополнительный документ 8645-68 содержит информацию об ином перечне прямоугольных труб из стали. Особых различий между регламентирующими документами нет. Однако во втором стандарте указаны специальные параметры. Они позволяют выпускать стальные изделия прямоугольного сечения, имеющие параметры 230*100 миллиметров.
Заключение
Подробные описания сортамента ст труб и документов, регламентирующих их изготовление, помогут сделать правильный выбор материала для строительства и подобрать нужные размеры. Удачного строительства!
Сортамент труб и элементы трубопроводных коммуникаций
Трубопроводные сети составляются из следующих основных элементов:
труб разного назначения,
соединительных частей (фланцев, соединительных муфт, колен, угольников, отводов, тройников, крестовин, гребенок и др.),
арматуры (чугунной, стальной и специальной),
Для выбора размеров сечений элементов трубопроводов пользуются системой условных проходов, установленных ГОСТ 356-80 «Арматура и детали трубопроводов. Давления условные, пробные, рабочие. Ряды». Условный проход обозначается Dγ с добавлением цифровой величины условного прохода. Например, условный проход 100 мм обозначается Dγ 100.
Для транспортирования нефти и газа применяются следующие виды труб:
1) стальные бесшовные горячекатаные по ГОСТ 8732-78 «Трубы стальные бесшовные, горячедеформированные. Сортамент». Изготавливаются из углеродистой стали марок 10, 15, 20, 25 и низколегированных сталей,
стальные бесшовные холоднотянутые и холоднокатаные по ГОСТ 8734-75 «Трубы стальные бесшовные, холоднодеформированные. Сортамент». Изготавливаются из углеродистой стали марок 10, 15, 20, 25 и легированных сталей,
стальные сварные водогазопроводные (газовые) по ГОСТ 3262—75 «Трубы стальные водогазопроводные. Технические условия»,
Для перекачки корродирующих нефтепродуктов применяются трубы из легированной стали (ГОСТ 550-75 «Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия»). Для трубопроводов наружным диаметром до 426 мм используют стальные бесшовные горячекатаные трубы из углеродистых и легированных сталей.
Для магистральных трубопроводов диаметром более 426 мм применяют электросварные прямошовные или спирально-сварные из низколегированных сталей с более высокими механическими свойствами по сравнению с углеродистыми сталями. Это
позволяет изготавливать трубы со стенками уменьшенной толщины.
Трубы, работающие под давлением, должны выдерживать испытательное гидравлическое давление, определяемое по формуле
где δ – минимальная толщина стенки трубы, мм, R – допускаемое напряжение, МПа, равное 40 % временного сопротивления разрыву, DB – внутренний диаметр трубы, мм.
Существуют два метода изготовления труб из стальных болванок:
1) непосредственное вытягивание нагретой до пластического состояния болванки с постепенным приданием ей формы трубы,
2) прокатка горячей болванки в пластину (штрипс) нужной толщины, которую затем сворачивают в трубу, а получающийся при этом продольный шов сваривают.
Трубы, изготовленные первым способом, называют цельнотянутыми, а вторым – сварными.
Цельнотянутые трубы, которые называют также бесшовными, изготовляют двумя способами: способом специальной прокатки и способом последовательного расширения. В обоих случаях процесс изготовления трубы начинается с придания болванке строго цилиндрической формы и превращения ее путем «прошивки» сердечником в гильзу со сквозным продольным отверстием небольшого диаметра.
Процесс изготовления сварной трубы начинают с заготовки длинной и узкой стальной полосы (штрипса) путем резки стальных листов на специальном стане. Затем на другом стане, имеющем ряд валков, штрипс последовательными этапами изгибается до придания ему формы трубы. Для сварки трубы применяют электродуговую автоматическую сварку под слоем флюса на специальных станах.
Спирально сваренные трубы являются разновидностью сварных труб. Штрипс для них изготовляют в виде узкой стальной ленты, которая, проходя через специальный стан-автомат, изгибается в спираль по форме трубы. Спиральный шов сваривается автоматической сваркой. Такой шов увеличивает прочность трубы, повышая жесткость и не ослабляя продольного сечения.
Сварные трубы, кроме простоты изготовления и удешевления, имеют перед цельнотянутыми то преимущество, что их можно изготовлять большого диаметра с малой толщиной стенок.
Алюминиевые трубы конкурируют со стальными при сооружении низконапорных газо- и нефтепроводов и промысловых сборных коллекторов. Наибольший диаметр алюминиевых труд составляет 300 мм. Низко- и среднепрочные сплавы алюминия легко свариваются. Применение алюминия делает ненужным антикоррозионные покрытия.
Сортаменты труб 3. Сортамент труб и элементы трубопроводных коммуникаций Трубопроводные сети составляются из следующих основных элементов: труб разного назначения, соединительных частей (фланцев,
Полиэтилен
Достоинства и недостатки
Абсолютная устойчивость к коррозии и способность долго и счастливо жить в агрессивных средах на одной чаше весов. На другой — низкая эксплуатационная температура (до 40 С) и тот факт, что компрессионные фитинги не обеспечивают большой механической прочности соединения, а для сварки все-таки нужно специальное оборудование.
Стандарты и размеры
Сортамент труба круглая из полиэтилена согласно ГОСТ 18559-83 имеет следующий (мм):
| Средний наружный диаметр | Толщина стенки труб из полиэтилена низкого давления, типов | ||||
| Пред.откл. | |||||
| Пред.откл. | Пред.откл. | Пред.откл. | Пред.откл. |
Материал для напорных труб больших диаметров — ПНД, полиэтилен низкого давления.Сортамент круглых труб из ПВД оговорен отдельно:
| Средний наружный диаметр | Толщина стенки труб из полиэтилена высокого давления типов | |||
| Пред.откл. | Пред.откл. | Пред.откл. | Пред.откл. | Пред.откл. |
Технические особенности стальных труб
Стальные трубы являются прочными, надежными и долговечными изделиями, которые могут использоваться в различных сферах строительства, промышленности и быта. Их можно монтировать открытым или закрытым способом. Стальные трубопроводы могут применяться для транспортировки газов и жидкостей, в качестве защиты сигнальных и силовых кабелей.

Главным недостатком стальных труб является высокая масса изделия, которая зависит от диаметра конструкции и толщины ее стенки
Несмотря на высокие прочностные характеристики, использование труб из металла имеет свои ограничения, связанные с промерзанием изделий и низкой их стойкостью к образованию коррозии и различных отложений. В случае применения их для холодного водоснабжения он равен 10-20 лет, для отопления – 10-15 лет. Материал способен выдерживать рабочую температуру жидкости до 130 °С и давление до 30 атм. Трубы из металла характеризуются негорючестью и устойчивостью к механическим повреждениям.
Из недостатков материала можно выделить высокую массу изделия, которая зависит от диаметра конструкции и толщины ее стенки, высокую теплопроводность, повышенную внутреннюю шероховатость. При монтаже металлических труб требуются специальное оборудование, высокая квалификация мастера и значительные временные затраты. Поскольку материал характеризуется неустойчивостью к воздействию коррозии, после монтажа трубу следует покрыть краской. Такая процедура не только улучшит эстетический вид изделия, но и продлит срок его службы.

Стальные трубы имеют высокие прочностные характеристики, но вместе с тем присутствуют свои ограничения, связанные с промерзанием изделий и низкой стойкостью к образованию коррозии
Области применения
Сортамент, предлагаемый изготовителями как общедоступный, подразделяется по назначению к применению на 6 классов:
- Обычный прокат для ограждений, опор, отводных линий водоснабжения.
- Прокат из углеродистых сталей предназначенный для сетевых и магистральных трубопроводов.
- Прокат, применяемый для устройства систем, работающих под большим давлением.
- Изделия для нефтяной и газовой промышленности. Это обсадные колонны, бурильные трубы. Изделия марки «К» из стали 37Г2С выдерживают внутреннее давление до 400 атм, применяются при гидроразрыве пластов.
- Прокат для изготовления высокопрочных конструкций.
- Изготавливаются детали колец, цилиндров, ответственных узлов механизмов.
 Горячедеформированные изделия выпускают и нержавеющими из низколегированной стали
Горячедеформированные изделия выпускают и нержавеющими из низколегированной стали
Горячедеформированные бесшовные трубы, не смотря на высокую стоимость, находят применение во многих отраслях промышленности, где требуется максимальная прочность изготавливаемых конструкций, работа под давлением или агрессивной среде.
Условные диаметры труб
ГОСТ 28338-89 чётко регламентирует параметры и маркировку всех трубных изделий, независимо от материала их изготовления. И одним из важных здесь является условный проход тубы. Условным диаметром (просветом, проходом, ДУ) называют внутренний диаметр изделия, который отличается от наружного благодаря толщине стенок изделия.
Понимая и зная величину внутреннего просвета (ДУ) тубы, можно подобрать все соединительные элементы таким образом, чтобы система водопровода (канализации и пр.) имела единый и целостный вид без риска разгерметизации.
Исходя из этого, становится ясно, что условный проход всей продукции для монтажа канализационной или водопроводной магистрали — наиболее важный параметр, который способствует сборке прямой и качественно работающей системы.
Важно: первоначально условный проход трубы маркировался литерами ДУ. Сегодня это значение определяют литерами DN
Отметим, что чаще всего размерные параметры сборных элементов из чугуна или стали маркируются по внутреннему диаметру (условному просвету/ДУ), в то время как прокат из полимеров, меди и иногда стали маркируют по внешнему диаметру.
Размерная сетка трубного проката
Все производимые тубы на современном и в зарубежном производстве изготавливаются в соответствии с размерным рядом, который насчитывает 49 вариантов. При этом диаметр (ДУ) изделий варьируется от 2,5 мм до 4000 мм.
Стоит отметить, что всего лишь три типа туб из всей размерной сетки можно использовать для монтажа гидравлических и пневматических магистралей. Таковыми являются элементы диаметром 16, 63 и 160 мм. Есть также пять типов отрезов круглого сечения, которые не используются в качестве трубной арматуры общего назначения. Это шланги диаметром 0,175 м, 2,6 м, 3,2 м, 3,6 и 3,8 м.
Подобные исключения свидетельствуют о том, что ГОСТ 28338-89 имеет четкий регламент для 40 стандартных и 8 специализированных габаритов трубного проката.
Определение маркировки
Согласно установленных норм и стандартов сегодня условный проход обозначается литерами DN (ранее ДУ), а величина просвета маркируется в мм. Таким образом, если перед нами будет лежать туба с маркировкой DN150, это вовсе не значит, что её внутренний просвет равен этой величине. Такой маркировкой могут отмечать элементы с наружным и внутренним диаметрами 156/149 или элементы с наружным и внутренними сечениями 156/144 мм. Согласно таблице допустимых условных значений в ГОСТ 28338-89 и показатель 144 и показатель 149 мм округляют до условного сечения 150 мм.
А чтобы точно высчитать диаметр условного прохода для трубопровода, можно воспользоваться формулой:
В формуле значение Д(вн) означает внешний диаметр элемента круглого сечения. S — толщина его стенки.
К примеру, имеем отрез сечением DN110 мм с толщиной стенок 6 мм. Необходимо 110 отнять (6х2). Получим точный просвет труб, равный 98 мм.
Условные диаметры для труб из стали
Стальной металлопрокат имеет условные просветы, которые формируются в зависимости от способа производства элементов. Поэтому имеется таблица условных значений, которые сведены к следующим значениям:
- Для туб, изготовленных при использовании технологии горячего проката — 20-500 мм (в соответствии с ГОСТ 8732-78);
- Если изделия были произведены при использовании технологии холодного проката — значения сужаются до 5-250 мм (по ГОСТ 8734-75);
- Сварные тубы с наличием продольного шва — 10-1400 мм (в соответствии с ГОСТ 10704-91);
- Для сварных трубных элементов со швом в виде спирали — 160-2400 мм (ГОСТ 8696-74).
Важно: весь стальной металлопрокат имеет 38-значную размерную сетку с условными числовыми значениями для каждого диаметра. Кроме того, среди ассортимента стальных изделий имеются тубы с четырьмя специальными просветами, которые используются для пневматических и гидравлических магистралей
Условные значения диаметров для труб из полимеров
Параметры полимерных элементов для магистрали (трубопровода) круглого сечения регламентируются ГОСТ 18599-2001, где чётко прописано, что ассортимент изделий может выполняться в 32 типоразмерах. Их диапазон в размерном ряду составляет 10-1600 мм.
При этом все 32 типа размерного ряда пластиковых изделий дополнительно делят на четыре группы по толщине стенки изделия. Та, в свою очередь варьируется в диапазоне 2-70 мм. Сопротивляемость давлению внутри тубы для полимерных прокатов может быть в пределах 0,16-2 МПа.
Таким образом, понимая внутренний условный диаметр каждого элемента, можно максимально точно спроектировать магистраль (трубопровод), определив её внутреннее давление и пропускную способность сети.
Классификация
ГОСТ 10704-91
описывает сортамент электросварных изделий круглого сечения.
 Стояк стальной 426 мм ГОСТ 10705-80
Стояк стальной 426 мм ГОСТ 10705-80
В нем обозначены четыре группы:
- «А». Изделия, предназначенные для экстремальных механических нагрузок.
- «Б». Изделия, предназначенные для эксплуатации в условиях взаимодействия с агрессивными химическими субстанциями.
- «В». Изделия, объединяющие свойства двух предыдущих групп: А+Б.
- «Д». Изделия, предназначенные для эксплуатации в условиях повышенного давления. Их задача — оказывать сопротивление к давлению (внутреннему и наружному). Изготавливается с применением испытательного гидравлического давления.
Весь
металлопрокат этой категории специалисты разделяют на две большие группы — по наличию или отсутствию шва:
- Бесшовные. Данные изделия имеют более высокий коэффициент прочности. Они обладают высокой сопротивляемостью к любому воздействию, как внутреннему, так и внешнему. Для их производства используют цельнометаллический шаблон (заготовку). Эта продукция очень ценится на рынке, однако ее стоимость достаточно высока.
- Шовные (электросварные). Их производство менее трудозатратно, поэтому цена 1м (ПМ) на порядок ниже.
Электросварные модели, в свою очередь,
классифицируются следующим образом:
- Прямошовные. Шов распределяется по всей длине.
- Спиральношовные. Шов имеет форму спирали. Продукция отличается особой устойчивостью к разрывной нагрузке.
Классификация по длине
Немерные (диаметр, мм):
- меньше 30: не менее 2 м;
- от 30 до 70: не менее 3 м;
- от 70 до 152: не менее 5 м.
В случае
производственной необходимости и по желанию потребителя образцы диаметром
свыше 152 мм из групп «А» и «В», согласно ГОСТ
10705, выпускают длиной от 10 м. Также допускается выпуск изделий любой
группы диаметром до 70 мм. Их рабочая длина будет не менее 4м.
Мерные (диаметр, мм):
- менее 70: модели варьируются от 5 до 9 м;
- от 70 до 219: модели варьируются от 6 до 9м;
- от 219 до 426: модели варьируются от 10 до 12 м.
Кратная длина
Кратность
должна быть не меньше 250 мм. Кроме того, она не должна превышать нижний
предел, предусмотренный для мерной продукции. При каждом резе допускается
припуск в 5 мм. Исключение составляют ситуации, когда припуск оговаривается
отдельно. Он входит в каждую кратность.
Образцы кратной и мерной длины выпускаются в двух классах точности, предусмотренных для длины:
- I класс. Предполагается снятие заусенцев и обрезка концов.
- II класс. – Не предусмотрена заторцовка и снятие заусенцев.
 76х3,5; 76х4,0 эл./сварн. оцинкованная
76х3,5; 76х4,0 эл./сварн. оцинкованная
Сортамент труб, геометрические характеристики и допуски
В результате описанных циклов производства на прокатном стане получают соответствующие ГОСТ 32528-2013 бесшовные горячедеформированные трубы:
- общего назначения приблизительной длины кратные мерной от 4 до 12.5 метров с допуском ± 5 см;
- мерные, с допуском, соответственно стандартам ГОСТ. ТУ предприятий допускают выпуск труб фиксированного размера длиной до 6 метров с допуском +-10 мм, свыше 6 метров при диаметре <152 мм допуск ± 15 мм.
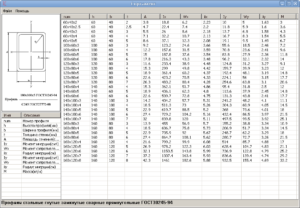
 Таблица для расчёта веса горячедеформированных труб, рекомендуемого стандартом сортамента, по метражу (диаметр 20—102 мм)
Таблица для расчёта веса горячедеформированных труб, рекомендуемого стандартом сортамента, по метражу (диаметр 20—102 мм)
Согласно стандартным параметрам ГОСТ 32528-2013 пункт 5.1 качества продукции, предприятиями выпускаются трубы:
- Группа А с нормированными механическими характеристиками по временному сопротивлению, пределу текучести, относительному удлинению, твёрдости.
- Группа Б — нормируется химический состав и марка стали по степени легирования, содержанию углерода и других компонентов.
- Группа В — устанавливаются нормативы как на механические характеристики, так и на химический состав марок сталей.
- Группа Г — контролируются механические свойства, режимы термической обработки.
Другая характеристика, используемая специалистами, показывает коэффициент (k) отношения наружного диаметра изделия (D) к толщине стенки (h) — k = D/h:
- при 12.5 k<40 — труба считается тонкостенной;
- 6<k<12.5 — толстостенная;
- k<6 — усиленная.
Сортамент продукции, рекомендуемый для производителей ГОСТ 32528-2013, предусматривает изделия с наружным диаметром 20—550 мм, толщиной стенок 2.5—75 мм. Полную таблицу сортамента, показывающую номинальную массу 1 метра трубы в соответствии с наружным диаметром и толщиной стенки смотрите в пункте 4 ГОСТ.
Номинальные показатели отличаются от действительных в зависимости от применяемой марки стали. Значения таблицы со звёздочкой доступны при оформлении заказа на предприятии. В графе со знаком минус указано, что изделия с такими параметрами не производятся.
Допуски
Процесс производства горячедеформированных бесшовных труб сложный, поэтому ГОСТ допускает некоторые отклонения от стандартных геометрических характеристик для изделий общего назначения.
- Отклонения по наружному диаметру изделий обычной точности: при d <50 мм допуск ± 0.5 мм, 50<d<219 мм — 1.0 %, d>219 мм — 1.0 %.
- Отклонения по толщине стенки изделий обычной точности: от +12.5 % до -15 % при толщине стенки h< 15 мм, ± 12.5 % если 15<h<30 мм, от + 10 до -12 % для h> 30 мм. Заказ предусматривает изготовление труб с комбинацией предельных отклонений, например обычной точности для толщины стенки, повышенной по наружному и внутреннему диаметру, овальности.
- Кривизна на 1 метр трубы: 1.5 мм если h< 20 мм, 2.0 мм при 20<h< 30 мм, 4 мм для h> 30 мм. Общая кривизна изделия нормируется как < 2 % длины.
- Концы труб обрезаются вертикально с фаской под углом > 70 градусов. В случае применения сварки горячедеформированных бесшовных труб в полевых условиях, заказчик вправе назначить угол фаски и толщину торцевого кольца.
- Заказчик вправе согласовать с производителем дополнительные испытания партии изделий на давление, изгиб, сплющивание, проверку химического состава и макроструктуры с применением стандартного оборудования.
Маркировка изделий, требования к партии
Горячедеформированные бесшовные трубы формируются в пакеты, доступные по весу для транспортировки, но не более:
- 400 штук изделий диаметром < 76 мм;
- 200 штук большего диаметра.
 Такими пакетами перевозятся готовые изделия
Такими пакетами перевозятся готовые изделия
В соответствии с ГОСТ 32528-2013 пункт 6.1, трубы одной партии должны быть:
- одного номинального размера по диаметру, толщине стенки;
- изделия должны быть изготовлены из одной марки стали с одинаковым химическим составом;
- сопровождаться паспортом качества и биркой на каждый пакет.
Маркировка горячедеформированных труб должна соответствовать ГОСТ. Пример маркировки: 102*12*6000 — Б — 40Х ГОСТ 32528-2013. Расшифровка:
- труба с наружным диаметром 102 мм;
- толщина стенки 12 мм;
- длина 6 метров с повышенной точностью геометрических характеристик;
- марка стали 40Х;
- изготовлена по требованиям группы Б ГОСТ 32528-2013.
Кроме того, указывается предприятие-изготовитель и реквизиты получателя.
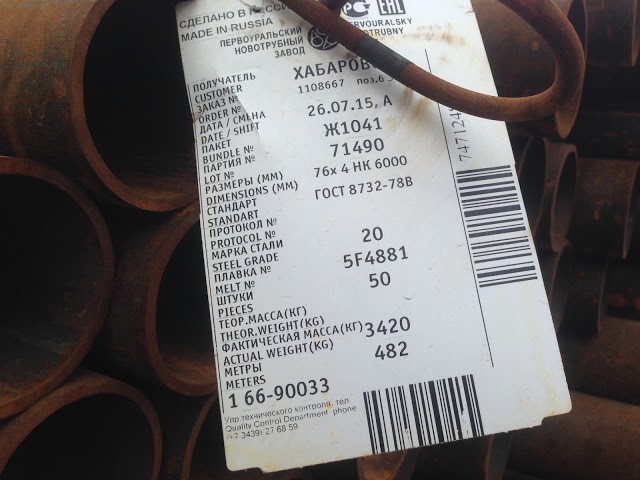 Такая бирка прикрепляется к каждому пакету
Такая бирка прикрепляется к каждому пакету
Сортамент «холодного» проката
Сортамент бесшовных труб из стали, овальных или прямоугольных изделий, изготавливаемых с использованием технологии деформирования цилиндрической заготовки, определяется по следующим нормативным документам:
- ГОСТ 8639-82. В этой инструкции к производству указаны параметры, которыми характеризуются квадратные стальные трубы, изготовленные по технологии «холодного» проката. Исходя из этого норматива, профильные трубы должны иметь размеры граней от 10 до 120 миллиметров. Стоит отметить, что отдельный нормативный документ, по которому нормируется производство стальных прямоугольных труб (ГОСТ 8645-82), определяет размеры таких изделий в пределах, начиная от 10х15 миллиметров и заканчивая соотношением 120х80 миллиметров. Толщина стенок «холодного» профильного проката в любом случае варьируется от 1 до 9 миллиметров.
- ГОСТ 8734-75. Данный нормативный документ включает в себя все параметры круглых труб, изготовленных методом «холодного» проката. Размерный ряд, который имеет такая стальная труба, может изменяться в диаметре от 5 миллиметров до 250 миллиметров. На общее количество типовых размеров влияет толщина стенки, размер которой может изменяться от 0,3 до 24 миллиметров.
- ГОСТ 8642-68, где указаны параметры для производства трубы овальной формы технологией «холодной» деформации. Диапазон размера внешнего сечения труб изменяется от показателя 16х10 миллиметров до 90х32 миллиметра. Размер толщины стенки может составлять от 0,5 до 2,5 миллиметров.
Стоит отметить, что сортамент труб овальной формы, так же, как и классической круглой, изготовленных по технологии «холодного» проката, пользуется большей популярностью, чем сортамент профильных изделий. Это обосновывается тем, что овальные и круглые трубы холоднокатного типа используются значительно чаще, чем дорогие профильные изделия, имеющие множество конкурентов сварного типа, ни в чем не уступающих по своему функционалу.
https://youtube.com/watch?v=Vp1_HpUJTMU
Сортамент «холодного» проката
Сортамент стальных бесшовных труб, прямоугольных или овальных изделий, производимых с помощью технологии холоднопрокатного деформирования цилиндрической заготовки, определяется по следующим нормативам:
- ГОСТ 8734-75, в котором указаны все параметры круглых холоднокатаных труб. Причем размерный ряд, который имеет такая труба стальная — сортамент по ГОСТ 8734-75 – изменяется от 5-миллиметрового до 250-миллиметрового диаметра. А на общее число типоразмеров оказывает влияние еще и толщина стенки, которая может равняться и 0,3 и 24 миллиметрам.
- ГОСТ 8639-82, в котором указаны параметры, которыми характеризуются холоднокатаные квадратные стальные трубы. И по этому документу профильные трубы, полученные методом «холодного» проката имеет размеры граней от 10 до 120 миллиметров. Причем отдельный нормативные документ, которым нормируются трубы стальные прямоугольные (ГОСТ 8645 82) – определяет габариты такой продукции в пределах от 10х15 миллиметров и до 120х80 миллиметров. Толщина стенок профильного проката во всех случаях изменяется от 1 до 9 миллиметров.
- ГОСТ 8642-68, в котором указаны параметры изделий округлой (овальной) формы, полученной в процессе «холодного» деформирования. Диапазон габаритов внешнего сечения таких труб изменяется от 16 на 10 миллиметров до 90 на 32 миллиметра. Диапазон габаритов толщины стенки изменяется от 0,5 и до 2,5 миллиметров
Сортамент сварного продольного проката
Сварные стальные трубы — сортамент этой продукции зависит от типа шва, стыкующего края листовой заготовки.
И для изделий с продольным (прямым) швом этот сортамент зависит от следующих документов:
- ГОСТ 10704-91 – для классических труб с круглым профилем, диаметр которых народится в промежутке между 10 и 1420 миллиметрами. Толщина стенок таких труб изменяется от одного и до 32 миллиметров.
- ГОСТ 8639-82 – для профильных труб квадратного сечения, размеры ребра которого не могут быть меньше 10 миллиметров и больше 100 миллиметров. Причем квадратные стальные трубы, в данном случае, имеют толщину стенки од одного до пяти миллиметров.
- ГОСТ 8645 82 – для профильных труб с прямоугольным профилем, который соответствует габаритам от 15 на 10 миллиметров и до 230 на 100 миллиметров. Толщина стенки таких труб может равняться и одному и двадцати миллиметрам.
- ГОСТ 8642-68 – для овальных труб, габариты которых помещаются между 6х3 и 90х32 миллиметрами. Толщина стенок, в данном случае изменяется от 0,5 и до 2,5 миллиметров.
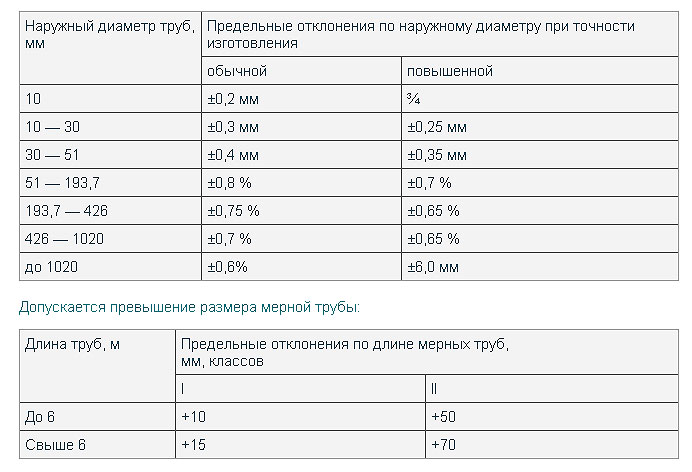
Стандарты ГОСТ, кроме размеров регламентируют и допустимые отклонения к изделиям:
Сортамент сварного проката со спиральным швом
Такой сортамент стальные трубы демонстрируют только в одном случае – при производстве крупногабаритных изделий с только круглым профилем сечения. И нормативный документ, в данном случае, всего один — ГОСТ 8696-74. И этот норматив настаивает на том, что в размерный ряд сварных труб со спиральным швом входят изделия с диаметром от 159 и до 2520 миллиметров. Причем толщина стенки 159-миллиметровой трубы равняется 3,5 миллиметрам. Ну а самый габаритный вариант на 2,520 метра демонстрирует 25-милииметровую толщину стенки изделия.
Разумеется, настолько габаритные трубы используются только для решения достаточно специфических задач. Словом, в обычной сантехнике таких «монстров» вы не встретите.