Как выбрать электроды для сварки
Содержание:
- Проблемы в процессе сварки: как их избежать
- Таблицы
- Что такое универсальные электроды
- Лучшие недорогие генераторы
- Технология
- Длина сварочной дуги
- От чего зависит параметр
- Как осуществляется расчет скорости сварки
- Техники и методы сварки тонких листов металлов
- Обозначения сварочного тока для электродов
- Варим, режем
- Суть полуавтоматической сварки
- Особенности и типы
- Основные понятия
- Что такое электросварка, и зачем она нужна дома?
- Назначение электрода
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
Прожоги. Возникают в результате того, что свариваемый материал имеет малую толщину. Чтобы избежать, необходимо тщательно выбрать силу тока и вести шов с оптимальной скоростью. Также можно варить, отрывая электрод на несколько секунд и возвращая его на место: кратковременный отрыв дуги позволит металлу немного остыть.
Деформация конструкции. При перегревании листовой стали межмолекулярная составляющая увеличивается в размерах, и нагретая поверхность начинает растягиваться. Так как края детали остаются холодными, она покрывается изгибами, теряя первоначальную форму. Для предотвращения нужно чередовать наложение шва по всей длине. В некоторых случаях возможно исправить последствия путем холодной правки с использованием резиновых молотков.
Непровар. Непроваренные соединения делают всю деталь негерметичной и уязвимой для жидкостей, срок ее службы значительно сокращается
Поэтому важно не спешить при прохождении стыка, осуществлять правильные настройки инвертора и подбирать электроды в соответствии с типом свариваемых металлов.
Наплывы. Чтобы варить тонкий металл инвертором без продавливания участка шва на другую сторону, необходимо использовать специальные подложки, а также уменьшить силу тока.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла
Важное условие сварки — использование защитного газа и тока с обратной полярностью

Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.

Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.

Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.

Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.

Что такое универсальные электроды
Универсальные сварочные материалы – это  электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
- хорошая и стабильная дуга;
- повышенная производительность работ;
- достаточно высокая экономичность;
- низкий уровень разбрызгивания;
- хорошее отделение шлака;
- возможность сваривать неочищенную от загрязнений, окисленную, влажную и поврежденную коррозией поверхность;
- минимальные требования к оборудованию и сварщику.
Лучшие недорогие генераторы
Чтобы вам было проще подобрать генератор для сварочного аппарата, мы дополнительно расскажем о четырех качественных моделях для дома и гаража. Это не рейтинг, а скорее список отличных генераторов, которые хорошо зарекомендовали себя при работе в различных условиях.
Huter DY6500L
Генератор Huter DY6500L — это отличный помощник в хозяйстве. Его мощность составляет 5 кВт, этого достаточно для питания маломощного инвертора, выдающего до 150 Ампер. Это синхронный генератор, работающий на бензиновом топливе. Для полноценной работы рекомендуется использовать бензин марки не ниже АИ-92. Также эта модель может работать на пропане. Бак емкостью 22 литра.

Huter DY6500L запускается с помощью ручного стартера. Есть встроенная система принудительного охлаждения, она воздушного типа. Вес генератора около 80 кг, что немало. Но два или три человека смогут перенести его в нужное место без особых проблем.
BRIMA LT 8000 B
Также для сварки инвертором мы рекомендуем модель LT 8000 B от известного немецкого бренда BRIMA. Его мощность чуть больше, чем у предыдущего генератора — 6 кВт. Но это его номинальная мощность. А максимальная составляет все 6.5 кВт. Однако, помните, что мы не рекомендуем постоянно использовать генератор а пределе его возможностей. Модель LT 8000 B пригодится тем, у кого аппарат выдает до 180 Ампер сварочного тока.

Это так же бензиновый генератор. Емкость бака — 25 литров. Работает от надежного двигателя типа 190F. Он четырехтактный, оснащен принудительным воздушным охлаждением. Запуск осуществляется с помощью встроенной электроники. Генератор способен без перерыва проработать до 8 часов, затем ему необходим перерыв, чтобы избежать перегрева.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.

Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.

После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
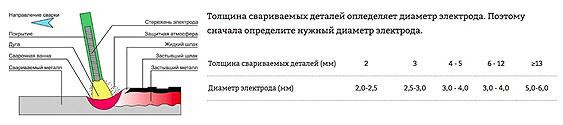
Длина сварочной дуги
Чтобы добиться хорошего соединения, важно правильно определиться не только с диаметром электродов для сварки, но и длиной сварочной дуги. Среди сварщиков бытует распространенное мнение, что длина дуги, должна соответствовать диаметру применяемого электрода
Однако начинающим электросварщикам очень сложно выдерживать такую короткую дугу, без её увода в сторону.

Поэтому при подборе данного значения, следует отталкиваться от силы тока и диаметра используемых электродов для сварки:
- Для электродов до 2 мм — длина дуги составляет 2-2,5 мм;
- Для электродов 3 мм — длина дуги составляет 3,5 мм;
- Для электродов 4 мм — длина дуги составляет 4,5 мм;
- Для электродов 5 мм — длина дуги выдерживается в пределах 5,5 мм.
Кроме этого, важно учитывать и оптимальную скорость сварки, которая также, во многом зависит от силы тока, и других особенностей. Здесь можно пойти одним проверенным путем, и при правильном подборе скорости сварки, сварочный шов должен получиться приблизительно в два раза больше диаметра используемого электрода
От чего зависит параметр
Чтобы правильно подобрать величину тока для сварки, необходимо учесть ряд факторов. Для понимания их роли каждый следует рассмотреть подробно.
Толщина электрода
Наиболее важный критерий. С увеличением диаметра расходника ампераж возрастает. Среднее соотношение — 30 А на 1 мм.
Толщина электрода влияет на величину тока для сварки.
На упаковке с расходниками рекомендуемый ток указывают в виде диапазона, например, 80-120 А. Точное значение мастер подбирает опытным путем.
Толщина листа металла
Данный показатель влияет на выбор расходника. С увеличением толщины металла диаметр стержня возрастает. Соответственно увеличивается и ампераж. Это объясняется тем, что для плавления кромок массивных заготовок требуется больше тепла.
Необходимо принимать во внимание фактический размер детали. Если кромки подвергались разделке, т.е
с них срезали фаски, то их толщина в зоне стыка будет меньше. Соответственно снижают и силу тока.
Характеристики шва
Различают 2 способа сварки:
- Однопроходный.
- Многослойный.
Второй тип применяется для соединения деталей большой толщины. В каждом слое используют свой диаметр расходника и ампераж. Корневую часть варят электродом 3 мм, затем применяют более толстые стержни.
На выбор силы тока влияние оказывает пространственное положение шва. В зависимости от этого используется рекомендуемая производителем величина:
- Нижнее — 100% рекомендуемой производителем величины.
- Вертикальное — 85-90%.
- Потолочное — 75%.
На выбор силы тока влияет положение шва.
В последнем случае применяют расходники диаметром не более 4 мм.
Полярность тока
При сварке на постоянном токе различают 2 вида полярности:
1 Прямая. Отрицательный полюс источника подсоединяют к расходнику.
2 Обратная. «Минус» подключают к одной из заготовок.
Как осуществляется расчет скорости сварки
Скорость сварки находится в прямой зависимости от размера тока, поэтому вначале следует разобраться с ним. Расчет сварочного тока производится с помощью формул.
Существуют формулы, по которым скорость сварки рассчитывается в зависимости от значения силы тока. Она в свою очередь может быть рассчитана по формуле сварочного тока. Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Так, например, зная параметры наплавляемого металла и значение тока, можно применить такую формулу:

αн — это коэффициент наплавки;γ — плотность металла электрода в г/см3;Fн — площадь металла в см2.
Коэффициент наплавки αн зависит от характеристик электрода. Под площадью металла понимается площадь поперечного сечения свариваемого шва при условии однопроходного варианта или одного слоя, если осуществляется многослойное покрытие.
Для расчета этой характеристики необязательно применять формулу скорости сварки. Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
https://youtube.com/watch?v=WhtS9M_Ohog
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
https://youtube.com/watch?v=7Zl6lPVKNkM
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Обозначения сварочного тока для электродов
Маркировка расходников имеет вид дроби. Последняя цифра в знаменателе обозначает род тока. «0» расшифровывается как «только постоянный с обратной полярностью». Прочие цифры означают, что расходник является универсальным, т.е. может варить любым видом тока. При этом для постоянного зашифрована полярность, для переменного — минимально требуемое значение вольтажа холостого хода.
Данные сведены в таблицу:
| Рекомендуемая полярность постоянного электротока | Разность потенциалов холостого хода источника переменного электротока, В | Обозначение |
| Обратная | — | |
| Любая | 50±5 | 1 |
| Прямая | 2 | |
| Обратная | 3 | |
| Любая | 70±10 | 4 |
| Прямая | 5 | |
| Обратная | 6 | |
| Любая | 90±5 | 7 |
| Прямая | 8 | |
| Обратная | 9 |
Таким образом, цифра «5» в маркировке означает, что электродом можно варить:
- Постоянным током прямой полярности.
- Переменным, если напряжение на холостом ходу источника составляет не менее 70 В.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
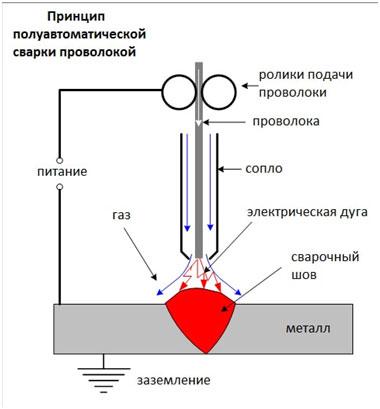
Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором — MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Особенности и типы
Сварка — процесс получения неразъемных соединений. Достигают этого, нагревая металл посредством электрического тока. Выделяются такие типы электродуговой сварки:
- Ручная.
- Автоматическая.
- Полуавтоматическая.
Первый вариант наиболее распространенный. Сварщиком подбирается необходимый рабочий режим, весь процесс контролируется им самостоятельно. Если используется полуавтомат, сварочную проволоку подает специальное устройство. Автоматизация соединения металла позволяет получить высококачественные изделия. Все процессы выполняются сварочным аппаратом. Материалы расплавляются под действием высоких температур на поверхность. Во многих случаях она достигает 5000 градусов Цельсия. В зависимости от источников тока сварка производится посредством как постоянного, так и переменного тока с прямой или обратной полярностью.
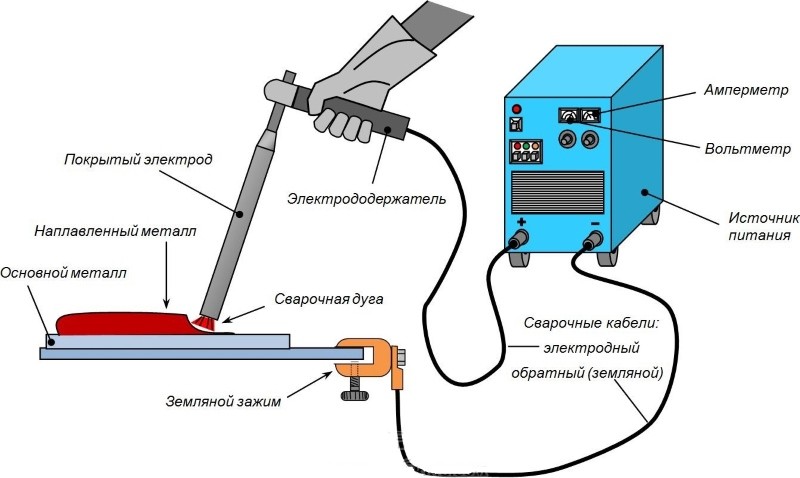
Обязательный атрибут подобных работ — аппарат для сварки. В последнее время все чаще используются агрегаты инверторного типа. Они отличаются компактностью и простотой использования. В отдельных случаях пользуются трансформаторами и выпрямителями. Для ручной электродуговой сварки (как и любой другой) понадобятся электроды или проволока. Они могут быть плавящимися либо неплавящимися. Процесс происходит таким образом, чтобы работник мог видеть процесс горения дуги, и лишь в отдельных случаях процесс будет полностью закрытым. Цветные металлы такие как медь и алюминий соединяют, используя защитные газы (речь идет преимущественно об аргоне и углекислом газе).
https://youtube.com/watch?v=0LpV4CBdbaM
Ручная электродуговая сварка
Трубы преимущественно соединяются в ручном режиме. Материалы плавятся под воздействием дуги, образованной между электродом и изделиями. Технология электродуговой сварки определяется в зависимости от опыта сотрудника. Решающее значение отводится подготовительному этапу. Начинают с организации рабочего места (поста). Там размещают сам агрегат вместе с дополнительными материалами и инструментами. Недалеко от поста — источник тока. Перед началом работ приступают к подготовке металлических поверхностей.
Необходимо провести комплексную очистку. Делают ее, используя ветошь и металлическую щетку
Важно правильно подобрать комплект электродов и настроить режим работы. Рекомендуется приобрести комплект со специальным покрытием для получения действительно надежных швов
Толщину подбирают в зависимости от характеристик металла — если его толщина составляет 1−2 мм, то у электрода должно быть 2−3 мм и так далее.
Сама технология отличается простотой: электрическую дугу зажигают сразу после того как электрод прикоснулся к поверхности изделия. Затем быстро отводят рукоять назад на пару миллиметров. Передвижения совершают в зависимости от того, какие швы необходимо получить (вертикальные, горизонтальные, по окружности — при работах с трубопроводами). Если требуется вертикальный шов, рукоять ведут снизу до верхней части, не оставляя при этом непроваренных мест. Стоит совершать небольшие колебательные движения по сторонам.
В идеале дуга должна гореть постоянно, а перерывы — только для смены электрода. Ближе к концу шва потребуется задержка на считаные секунды для предотвращения появления дефектов (трещин) в кратерной зоне.
С применением полуавтоматов
Данной тип занимает особое место среди подобных работ. Может применяться защитный газ. Если его нет, пользуются специальной флюсовой проволокой. Она постепенно плавится, и в зону работ попадает содержимое. Результат плавления флюса — формирование газового облака, препятствующего окислению металлов. Главное достоинство — нет необходимости покупать газовые баллоны.
Защитные газы гарантируют надежность швов, дают возможность отслеживать процесс. Устройство полуавтомата составлено из таких элементов как:
- Горелка.
- Устройство, отвечающее за подачу проволоки.
- Редуктор.
- Шланг.
Перед началом обязательно проводят очистку поверхностей. Затем сварщик занимается организацией заземления, после проверяет напряжение электросети. Далее — настройка режима, который зависит от типа металла и его толщины.
Нельзя забывать о технике безопасности. Вне зависимости от разновидности работ сотрудник должен пользоваться защитной маской либо щитком. Оборудование нельзя переносить, придерживая только за шланг. Под ногами помещают диэлектрические коврики для предотвращения поражения током.
Основные понятия

Единицей измерения электрического тока является ампер. По своим свойствам бывает:
- Постоянный. В данном случае энергия не меняет своих параметров. Постоянный сварочный ток используют в полупроводниковых инверторах и сварочных выпрямителях.
- Переменный. Характеризуется постоянным изменением направлением движения электронов. Такой тип используется в электроснабжении многоквартирных и частных домов. Принцип использования переменной энергии реализован в понижающих сварочных трансформаторах, первичная обмотка которых подключается к сети 220 или 380 В.
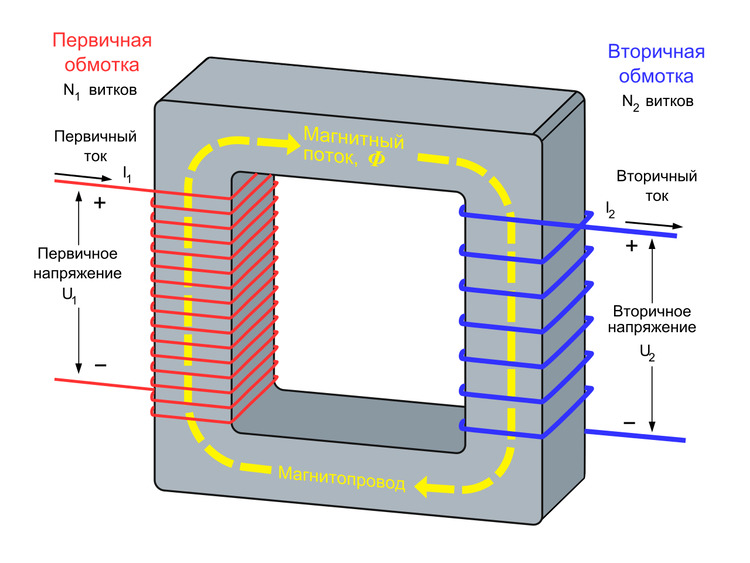
Принцип работы трансформатора.
Помимо типа сварочного тока, на качество будущего соединения влияют следующие параметры:
- Толщина свариваемых элементов.
- Тип металла или сплава, с которым предстоит работать.
- Параметры и величина сечения электродного элемента.
- Применяемое сварочное оборудование и величина тока.
На последнем пункте следует остановиться подробнее. Зависимость между силой тока и количеством теплоты прямая. Чем выше первый показатель, тем больше тепла выделяется при горении электрической дуги, соответственно, базовая поверхность нагревается быстрее, увеличивая производительность.
Исходя из этого, чем выше толщина заготовки, тем сильнее должен быть ток для полного проплавления металла.
При увеличении силы тока следует подбирать электроды большего сечения, иначе энергия будет расходоваться нерационально.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов.
Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.

Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
| Преимущества электросварки | Недостатки электросварки |
|---|---|
| Конструктивная простота. | Вред электромагнитного излучения и света. |
| Универсальность применения вне зависимости от пространственного положения – вертикальная, горизонтальная, под углом в 45 градусов и так далее. | Коэффициент полезного действия базируется на умениях сварщика. При неимении таковых, конечный результат окажется плачевным. |
| Большое число металлов, которые можно соединить при помощи электрической дуговой сварки. | От мастера необходимы базовые навыки использования агрегата + от 30 часов практической наработки в простых условиях. |
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
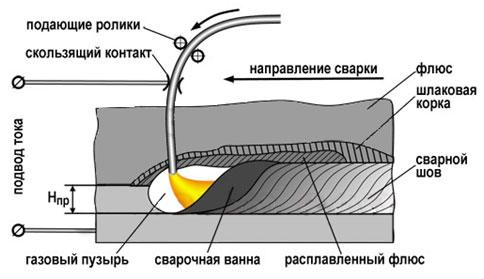
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки:
- Подача проволоки за счет специальных роликов.
- Посредством контакта скользящего типа производится подведение к проволоке электрического тока.
- Начинается движение электрода вдоль разметки для шва.
- Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды.
- Образование шва.
- Очистка от шлаковой корки.
- Сбор излишек флюса для повторного использования.
Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремиться вниз.
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.