Резец (инструмент)
Содержание:
Типы резцов
Типы токарных резцов
По технологическому назначению токарные резцы делятся на:
-
- Отрезные. Без них не обходится изготовление не одной детали. Эта группа может использоваться не только по своему прямому назначению – обработки торцевых элементов детали и отрезания готовой от заготовки, из куска которой она изготавливалась. Чаще всего в продаже можно встретить отрезные резцы классической формы. Каждый токарь применяет для себя наиболее удобные отрезные резцы на собственном токарном станке с применением накладных пластин.
- Проходной используются для обработки вращающихся цилиндрических заготовок. Углы заточки инструмента могут варьироваться в зависимости от удобства токаря при обработки детали.
- Подрезной применяется в обработке торцевых частей заготовки и создания уступов на внешней стороне изготавливаемой детали. При подрезке торцов подрезной резец удобнее вести от центра по направлению к наружной части заготовки. При этом способе подачи подрезной инструмент располагается к обрабатываемой поверхности так, что резку обеспечивают пластины длинной кромки. Когда подрезной инструмент подаётся от внешней части к оси вращения детали – работают режущие пластины короткой кромки. Результат обработки получается менее точным и чистым. Подрезной инструмент при использовании для подрезки торцов детали, закреплённой в центрах, используется только в случае, если задний центр будет заменён на полуцентр. Это необходимо для сохранения пластин. В противном случае, избежать их повреждений не удастся из-за контакта с полным задним центром.
https://youtube.com/watch?v=evgY0ImR0ko
- Канавочный резец имеет меньшую толщину режущей кромки, чем отрезные. При вытачивания широкой, но неглубокой канавки канавочный могут заменить отрезные резцы. Канавочный инструмент изготавливается двух видов – прямой и отогнутый. Режущая их кромка подбирается в соответствии с необходимой шириной канавки. Особенность канавочного состоит в том, что высота головки значительно превышает высоту режущей кромки. Эта особенность конструкции повышает прочность, благодаря чему канавочный токарный резец с тонкой режущей кромкой способен выдерживать большие нагрузки.
- Расточные применяются для проделывания глухих и сквозных отверстий без применения сверлильного оборудования. Отверстия, выполненные при помощи резцов, имеют большую точность. Для выполнения закрытых и сквозных отверстий используются различные виды.
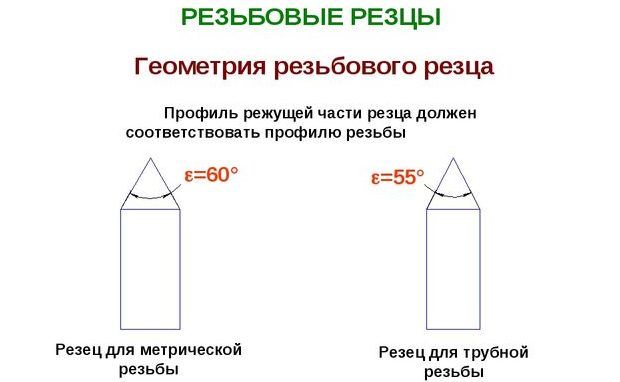
- Резьбовые. Для нарезания резьбы на внутренней и внешней поверхности детали применяются инструменты, отличающиеся по ширине и виду рабочей головки. Для работы на токарном станке не всегда достаточно использовать резцы классической формы и правильно установить деталь. Виды резьбы, выполняемой на токарном оборудовании, имеют различные углы, что подразумевает большой спектр пластин, которые затачиваются под разным углом. Виды внутренних и внешних резьб производятся по разной технологии. Чтобы работа была наименее трудоёмкой, лучше использовать правильно выбранный для конкретной операции инструмент. Более удобно выполнять резку, если углы режущей кромки и необходимого угла наклона резьбы совпадают. Для этого необходимо самостоятельно заточить режущие пластины. Углы заточки большинства резцов соответствуют 60⁰. При необходимости изменить углы головки, если она не относятся к разряду неперетачиваемых, можно на заточном станке.
Принципы точения
Лучшие наборы
DEXX 1834-H11_z01
- тип: стамеска;
- профиль: плоский, косой, изогнутый;
- материал рукоятки: дерево;
- материал лезвия: легированная сталь.
Один из самых доступных наборов. Присутствует 11 резцов типа стамеска, есть как полукруглые, так и косые лезвия. Подходит для большинства мелких столярных работ. Заводская заточка лишь обозначена, поэтому при покупке нужно будет привести инструмент в рабочее состояние.
STAYER 1831-H33
- тип: резец;
- профиль: V-образный, полукруглый, плоский, косой, изогнутый, квадратный;
- усиленная рукоятка;
- материал рукоятки: резина, пластик;
- материал лезвия: закаленная сталь.
Набор с внушительным комплектом резцов. Некоторые их них почти дублируют друг друга, поэтому в случае поломки проблем не возникнет. Резцы надеваются на рукоять. Есть два типа: для грубого придания формы заготовке и тонких работ. Цена весьма демократична, хотя упаковка с магнитными держателями подкачала – насадки то и дело вываливаются из неё.
ЗУБР 18373-H6
- тип: стамеска;
- профиль: V-образный, полукруглый, плоский, косой, изогнутый;
- ширина режущей части: 6 мм, 12 мм, 11 мм;
- материал рукоятки: дерево;
- материал лезвия: легированная сталь.
Набор из шести стамесок от Зубр неплохого качества. Классические деревянные рукоятки и легированная сталь рабочего тела. Заточка почти отсутствует, но даже для начинающего токаря — это не должно стать проблемой.
JET 19500119
- тип: резец;
- профиль: V-образный, полукруглый, косой;
- ширина режущей части: 30 мм, 25 мм, 11 мм;
- материал рукоятки: дерево;
- материал лезвия: легированная сталь.
Всего четыре предмета от известных инструментальщиков JET, зато каких! Рейер и мейсель большего размера, а также два резца поменьше для более тонкой работы. Качество отличное, хотя токарь-работяга скорее воспримет этот набор как сувенир – уж больно красив, в том числе и деревянная коробочка.
Энкор 10430
- тип: резец;
- профиль: V-образный, полукруглый, косой;
- в наборе: 8 предметов;
- материал рукоятки: дерево;
- материал лезвия: быстрорежущая сталь.
Эстетика этого набора несомненна, как и его режущие способности. Сталь быстрорез, требует первоначальной заточки, затем отлично держит остроту. Ассортимента резцов вполне хватит практически для всех видов токарных работ. Можно и части мебели изготавливать, и различные полезные предметы, и декоративные поделки.
Резцы для обработки дерева на токарном станке – это путёвка в жизнь для любого мастера. Правильно подобранный и заточенный набор стамесок, скребков и ножей способен творить чудеса в умелых руках.
Рейтинг ТОП-6 и обзор лучших моделей стационарных лобзиков: как выбрать оптимальный, преимущества и недостатки, их классификация, советы по правильному подбору пилки
Как выбрать лучший Фуговально-рейсмусовый станок: что это такое, конструкция, классификация, разновидности, обзор 7 популярных моделей, их плюсы и минусы
Как выбрать поворотное стусло с ножовкой: на что обратить внимание перед покупкой, важные характеристики, обзор 5 лучших комплектов, их преимущества и недостатки, особенности конструкции и правила использования
Как выбрать лучший аккумуляторный лобзик: особенности устройства инструмента с АКБ, какие характеристики важны, обзор 7 популярных моделей, их плюсы и минусы
Проходной отогнутый
Резец проходной отогнутый имеет отогнутую в правую или левую сторону рабочую часть. Область применения — обработка торцевой части заготовки. Проходной отогнутый резец применяют и для снятия фасок.
Державки могут иметь самые различные размеры.
- Для станков, устанавливающихся на территории учебных цехов, изготавливают модели с державками 16×10 мм.
- Наиболее распространенным вариантом исполнения можно назвать резцы с державкой 25×16 мм.
- Режущий инструмент с державкой 40×25 мм изготавливается исключительно на заказ.
Все стандарты, связанные с производством, указываются в ГОСТ 18877–73 .
Возможно, Вам пригодится информация о том, как выбрать диск по дереву для циркулярной пилы.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.

После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
2 Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют нарезать резьбу метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
2.1 Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Резцы со сменными головками
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Различные варианты и их назначение
Многообразие режущих инструментов по дереву при вращении на токарном станке очень велико. Мастера с опытом создают резцы той формы, которую считают удобной, для реализации индивидуальных задач. Поэтому один персональный резец не похож на другой. Впрочем, есть стандарты фабричных инструментов, из которых одни являются базовыми, другие – узкоспециализированными.
Рейер
Это один из базовых резцов. Его можно узнать по характерной форме – рабочая часть рейера не плоская, а изогнутая, образует желобок. Заточка делается с внутренней стороны закругления. Работают рейером, поднося его к заготовке желобком вверх.
Благодаря форме лезвия, этот резец выбирает древесину полукругом. Изогнутая в продольном направлении форма делает его очень прочным, поэтому он хорошо подходит для чернового обтачивания заготовки. С помощью рейера также можно делать плавные переходы и проточки с полукруглым профилем.
Мнение эксперта
Левин Дмитрий Константинович
Ширина рейера составляет от 4 до 30 мм, а угол заточки – около 30 градусов.
Мейсель
Если рейер – относительно простой инструмент, который предназначается преимущественно для грубой, черновой работы, то мейсель уже значительно более сложен в обращении. За пару дней практики владеть им получится вряд ли. Применяют этот резец уже тогда, когда очертания деревянного изделия сформированы. Впрочем, опытному токарю применение мейселя даёт ровную, гладкую поверхность дерева заданной геометрии.
Мейсель немного похож на обычную плоскую ударную стамеску, однако его лезвие скошено под углом. Соответственно, мастер должен иметь в своём распоряжении как минимум два мейселя – лево- и правосторонний, чтобы обрабатывать зеркально отображаемые участки.
Заточка мейселя может выполняться как скашиванием одной стороны вплоть до выхода на плоскость, так и одинаковым удалением слоя металла с двух сторон. При этом ширина полотна может доходить до 40 мм, а угол скоса составляет от 60 до 75 градусов. При двусторонней заточке режущей кромки угол должен составлять 20 – 25° с каждой стороны.
Фасонные
После того, как выполнена основная обработка детали в бабках, наступает черёд фигурного реза. Для этого используются фасонные резцы. Они могут иметь различную форму для вытачивания канавок, бороздок, выбирать пазы сложной формы.
Клюкарза.
Самыми распространёнными «фасонками» являются:
- Клюкарза. По форме резца схожа с рейером, однако имеет изгиб рабочей части возле лезвия. Благодаря такой форме клюкарзой выполняются мелкие и сложные работы, она может достать там, куда не доберутся инструменты с прямой рабочей частью.
- Гребёнка. Ею выполняется проточка параллельных бороздок и канавок. При должном уровне мастерства с помощью гребёнки нарезается резьба.
- Крючок. Позволяет делать внутреннюю выемку с выступающим краем, а также различные криволинейные проточки.
- Полумесяц или «ласточкин хвост». Применяется для вытачивания круглых и гранёных валиков.
Процесс обточки заготовки на токарном станке ощутимо зависит от угла заточки инструмента. Малые углы (20 – 30°) предназначены для тонки работ
Они хорошо снимают древесину, но при неосторожном движении могут испортить заготовку или сломаться сами. Большие углы (60 – 75°) предназначены для грубой работы с твёрдыми породами
За один проход они могут снять меньше, зато им не страшны сучки и давление, создаваемое токарем.
Технология
§ 19. Виды и назначение токарных резцов
Для токарной обработки металлов применяют специальные инструменты — токарные резцы. Их изготовляют из сталей и сплавов, имеющих твердость, значительно превышающую твердость обрабатываемого материала. Рабочая часть резцов, как pi у многих других режущих инструментов, имеет форму клина (рис. 65).
Рис. 65. Схема процесса точения (а): 1 — обрабатываемая поверхность; 2 — обработанная поверхность; 3 — резец; основные углы режущей части резца (б): γ — передний угол; α — задний угол; β — угол заострения резца; δ — угол резания
Токарные резцы отличаются один от другого по конструкции, но все они имеют державку и режущую часть (рис. 66). Державка служит для закрепления резца в резцедержателе, режущая часть непосредственно участвует в процессе резания. На режущей части имеются передняя и две задние поверхности, главная и вспомогательная режущие кромки и вершина резца. Главная режущая кромка выполняет основную работу резания.
Рис. 66. Элементы резца: 1 — главная задняя поверхность; 2 — вспомогательная задняя поверхность; 3 — вершина резца; 4 — вспомогательная режущая кромка; 5 — передняя поверхность; 6 — главная режущая кромка
Важными характеристиками токарного резца являются основные утлы его режущей части.
Главный задний угол α (альфа). Увеличение данного угла уменьшает трение задней поверхности резца о поверхность заготовки.
Передний угол γ (гамма) влияет на процесс резания, легкость схода стружки, качество обработанной поверхности.
Угол заострения β (бета). Чем меньше угол заострения, тем легче резец входит в металл и отделяет стружку с меньшим усилием. Однако при уменьшении угла заострения снижается прочность резца, и он быстрее затупляется и ломается.
Угол резания δ (дельта). δ = α + β. Токарные резцы подразделяют по направлению подачи (правые и левые), конструкции головки (прямые и отогнутые), способу изготовления (цельные, сборные и составные), сечению державки (прямоугольные, круглые и квадратные), виду обработки (проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные). На рисунке 67 схематично показаны некоторые виды резцов.
Рис. 67. Токарные резцы: а — проходной прямой; б — проходной отогнутый; в — проходной упорный; г — подрезной; д — отрезной; е — фасонный; ж — резьбовой; з — проходной расточной
Проходные резцы (рис. 67, а, б) предназначены в основном для обтачивания наружных цилиндрических и конических поверхностей заготовок, проходной упорный резец (рис. 67, в) — для обработки уступов. Торцы заготовок обрабатывают подрезными резцами (рис. 67, г), а отрезают заготовки — отрезными (рис. 67, д). Резьбовыми резцами (рис. 67, ж) нарезают наружную и внутреннюю резьбу, а расточными (рис. 67, з) — растачивают отверстия. Для обработки фасонных поверхностей применяют фасонные резцы (рис. 67, е).
Следует помнить, что токарные резцы, как и любой другой инструмент, нельзя использовать не по назначению, бросать, хранить «навалом». Нельзя допускать значительного затупления инструмента.
Практическая работа № 19
Ознакомление с токарными резцами
-
Рассмотрите несколько различных токарных резцов.
-
Определите их виды и назначение.
- Измерьте с помощью угломера основные углы режущей части одного из резцов и запишите результаты измерений в таблицу.
Новые слова и понятия
Токарные резцы, державка и режущая часть резца, основные углы режущей части резца: главный задний, передний, заострения, резания.
Проверяем свои знания
- Каким инструментом обрабатывают детали на токарных станках?
- Из каких основных частей состоит токарный резец?
- Какие поверхности и кромки имеет режущая часть резца?
- Назовите основные углы режущей части резца.
- Что общего между токарным резцом, зубилом, сверлом, ножовкой?
- Назовите основные виды токарных резцов.
- Какие работы можно выполнять проходными резцами?
1 Общие сведения
В большинстве случаев, токарные резцы, в том числе и сделанные своими руками, предназначены для ручного применения. Закрепленная заготовка вращается станком, а ее обработка происходит за счет перемещения режущего инструмента вдоль обрабатываемой поверхности руками мастера.
Стандартный ручной резец состоит из двух частей:
- рабочего тела изготовленного из металла;
- деревянной ручки, для удержания инструмента в руках.
Он имеет три зоны:
- лезвие — режущая часть (заточенный особым образом конец инструмента);
- тело — металлическая часть, которая упирается при работе в подставку (подлокотник) станка;
- хвостовик — зауженная часть инструмента в противоположном конце от лезвия. На хвостовике крепится деревянная (пластиковая) ручка.
Классификация резцов по дереву
Ручка ручного резца имеет основу (то за что держится мастер) и шейку (металлическое крепежное кольцо не позволяющее разрушаться ручке в процессе работы).
1.1 Виды резцов
Для проведения множества разнообразных работ на станке потребуется целый набор токарных резцов по дереву. Многие мастера имеют свои особые инструменты, которые необходимы им для проведения определенного вида обработки дерева, поэтому некоторые из них сделаны своими руками.
В зависимости от потребностей, резцы по дереву могут быть:
- отрезными;
- подрезными;
- расточными;
- фасонными.
Для выполнения основных операций по работе с деревом на токарном станке достаточно двух основных видов резцов:
- рейера — предназначен для первоначальной стадии обработки заготовки;
- мейселя — для придания изделию окончательной формы.
1.2 Рейер
Конструктивно представляет собой длинное стальное лезвие с полукруглым сечением.
Рейер — предназначен для первоначальной стадии обработки заготовки
Изготовить своими руками его можно из толстой металлической пластины или полукруглого желобка. Заточка рабочей части (лезвия) проводится также в виде полукруга. Используется рейер для придания первичной заготовке приблизительных параметров изделия в черновом виде.
1.3 Мейсель
Своей формой этот инструмент напоминает сапожный нож — это металлическая пластина, заточка косого лезвия которой выполнена под одинаковым углом с обеих сторон. Используется для придания изделию окончательной формы, а также для отделения готовой детали от заготовки.
Эти два основных вида резцов позволяют выполнять основные операции по обработке деревянных заготовок по внешней поверхности. В некоторых случаях возможна работа с ними и при внутренней обработке деталей.
1.4 Фасонные резцы
Большое семейство другого вида резцов по дереву, относятся к категории фасонных:
- стамеска (скребок) — выравнивает цилиндрические поверхности;
- гребенка — для вырезания канавок или резьбы;
- крючок — с его помощью вытачиваются полости в торце детали;
- кольцо — действует аналогично крючку;
- треугольник — заточка лезвия выполнена в форме треугольника для придания заготовке круглой формы.
1.5 Самодельные резцы
Самостоятельно изготавливая самодельные резцы для токарного станка по дереву, следует учитывать некоторые особенности при выборе материала. Он должен быть прочным (из качественной марки стали) и соответствовать допустимым минимальным размерам.
Самодельные резцы по дереву для токарного станка
Самыми простыми в изготовлении своими руками являются рейер и мейсель. Для получения этих резцов можно использовать уже отработанные напильники или рашпили. Используя обычный станок для заточки, им придается нужная форма лезвия, а ручку зачастую менять нет необходимости (при условии, что старая в полном порядке). При отсутствии крепежного кольца на ручке — его необходимо обязательно добавить, так как это элемент, который увеличивает безопасность работы с инструментом.
Металл, из которого они сделаны, имеет достаточную твердость, но перед выполнением заточки его следует закалить. Для этого полученную заготовку резца разогревают до красноты, а затем опускают для охлаждения (закалки) в машинное масло.
Сделанные своими руками резцы следует испытать на мягких породах дерева (тополь, липа), а затем, после осмотра на предмет появления трещин и сколов, можно приступать к работе с более твердыми породами (дуб, береза, бук).
Процесс вытачивания деревянной заготовки ручным резцом
Конструкции токарных инструментов
В конструкциях любых резцов, используемых при токарных работах, выделяются такие основные элементы:
- головка (другое ее название – рабочая головка), этой частью обрабатывается металл;
- державка – с ее помощью производится фиксация инструмента на станке.
Резцовая державка выполняется двумя вариантами (берется во внимание поперечное сечение): в виде прямоугольника и квадрата. Формирование рабочей головки происходит в нескольких плоскостях
Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья. Зависимо от ситуации и потребностей обработки, в установках для точения металла используются разные виды резцов
Формирование рабочей головки происходит в нескольких плоскостях. Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья. Зависимо от ситуации и потребностей обработки, в установках для точения металла используются разные виды резцов.
Подрезной
Подрезной отогнутый сильно похож на проходной упорный, но есть определенные отличия.
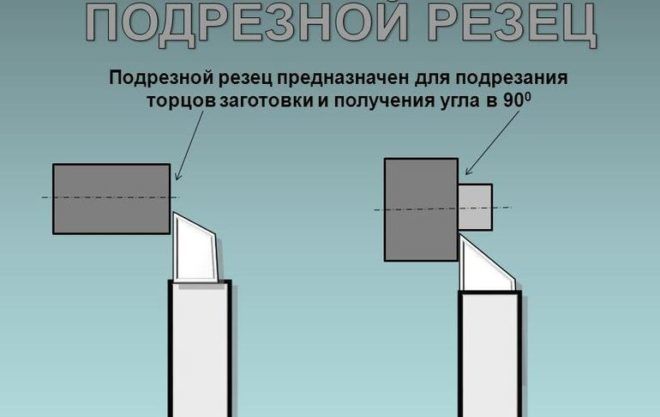
Подрезные инструменты отличаются от проходных упорных тем, что их рабочая поверхность – это пластины, сделанные из твердого сплава (они имеют форму в виде треугольника), одна из них – закругленная. Что касается проходных, то сторона сделана не закругленной, а прямоугольной.
При помощи подрезных отогнутых резцов обрабатывают в поперечном направлении, при обработке приспособление должно находиться в перпендикулярном положении. Существует подрезной упорный тип, но на практике используются значительно реже.
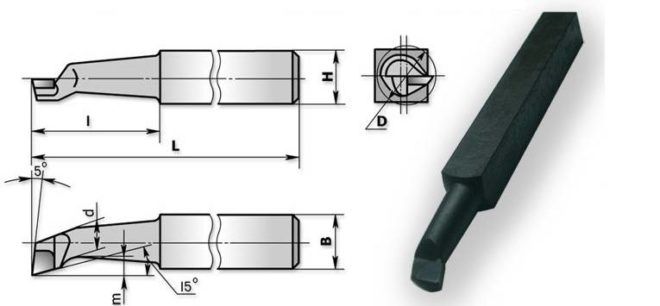
Расточной
Этот инструмент применяется для внутренней расточки заготовок.
 Расточной резец
Расточной резец
Бывает два типа рассматриваемых токарных приспособлений, первый используется при растачивании глухих отверстий, а другой для растачивания уже имеющихся, например, после сверления сверлом.
Стоит помнить о том, что серьезную роль играет при расточке державка, от ее толщины и прочности зависит качество расточки. Прямые пластины, которые не имеют выступов, дают возможность без усилий входить во внутреннюю часть при вращении.
С применением такого инструмента появляется возможность обработки заготовок с разными формами, под углом (если нужно).
Существуют конструкции универсальных приспособлений, которые еще называются сборными. Это так потому что на одной державке крепится не одна пластина, а несколько.
Отрезной
Отрезные резцы для токарного станка нельзя перепутать с другими видами инструмента.
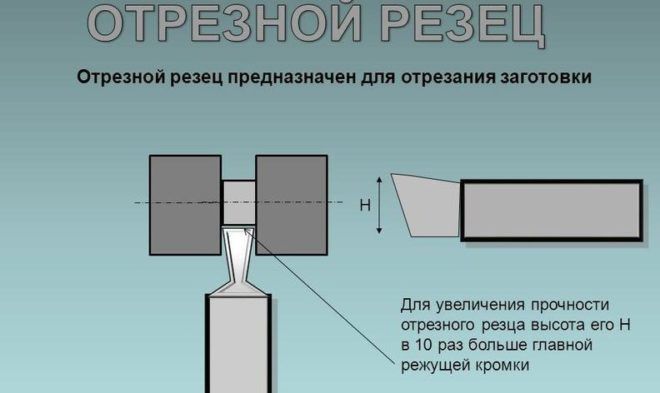
Они имеют тонкую ножку, к которой прикреплена (при помощи пайки) пластина для резки. Она делается из особого сплава, например, рапида или победита.
Ширина канавки зависит исключительно от толщины действующей пластинки или насадки. Точение производят под углом 90°. А также такими типами приспособлений можно сделать канавки.
Практически каждый токарь использует отрезной резец, без которого никак не обойтись. Они применяются для отрезания заготовок нужных размеров (металлические болванки, прутья, трубы, шестигранники).
Проходной
Торцевая часть всегда обрабатывается при помощи отогнутых проходных приспособлений. А также ими снимаются фаски.

Проходной резец для токарного станка бывает неодинаковых конструкций. Встречаются отогнутые, упорные и прямые их типы.
Упорный отогнутый – это еще одно разнообразие проходного резца. При помощи такого инструмента во время обтачивания металла происходит снятие металла. Движение резца происходит вдоль направления поворота деталей. Упорные отогнутые приспособления бывают двух типов – левосторонними и правосторонними.
Прямой тип резцов применяют в тех же случаях, что и отогнутый, в зависимости от ситуации. Главное, чтоб соблюдались все условия технологии и техники безопасности.
Резьбовой
В комплекте каждого токарного станка должен обязательно быть резьбовые резцы (наружные, внутренние).
Первый тип применяется при производстве резьбы с наружной стороны. Режущая пластина имеет форму наконечника копья. Что касается второго типа, то работа выполняется внутри заготовки.