Как провести нарезку резьбы на токарном станке?
Содержание:
- Инструменты
- Электрические агрегаты
- Как провести нарезку резьбы на токарном станке?
- Как нанести резьбу метчиком?
- Технология нарезания внутренней резьбы
- Что такое резьба и для чего она нужна
- Популярные модели трубных клуппов
- Станок для нарезки желобов
- Параметры, учитываемые при выборе устройства
- Разновидности инструмента
- Виды по назначению
Инструменты
Для осуществления работ нужно приготовить все необходимые инструменты и приспособления для нарезки. В каждом конкретном случае трубный резьбовой набор будет различаться по составу, но для ручного использования он состоит из плашек, клуппа и держателя с трещоткой. Состав набора также дополнительно комплектуется труборезом, газовым ключом, напильником, ножовкой, болгаркой, смазочными материалами и прочими инструментами. Для тех, кто не хочет работать по старинке классическим методом, существует альтернатива – электроинструмент.
Сама нарезка осуществляется с помощью плашек. Одни нарезаны только с одной стороны, другие – с обеих.
Для осуществления внутренней резьбы в состав комплекта также могут входить несколько метчиков с разными показателями глубины прорези. Одни предназначены для черновой обработки внутренней поверхности трубы, другие – для чистовой. Это оборудование представлено в виде винта со стружечными канавками. Крепится оно в воротках при помощи хвостовой части.
С помощью метчика производится внутренняя нарезка в несколько подходов. Их количество зависит от материала, с которым работают. Например, для осуществления резьбы в титановых сплавах предназначены специальные наборы из нескольких метчиков.
Плашка, прогонка или лерка используется для осуществления резьбы различных форм на трубах. Она представляет собой стальную гайку с режущей основой внутри, в которой находятся специальные отверстия – канавки для отходов. Плашки бывают трубчатые, шестигранные, круглые и квадратные. Модификация их корпуса бывает цельной, разрезной и раздвижной.
Раздвижные (призматические) модели еще называют полуплашками, они крепятся в клупп при помощи винтов и специальной прокладки – сухаря. Это необходимо для равномерного распределения давления на винт. С помощью плашек осуществляют нарезку цилиндрической, конической, круглой или метрической резьбы. Комплектующие детали плашки – специальные воротки и патроны, с помощью которых она крепится с корпусом рамки.
Клупп состоит из рамки, в которой закрепляются режущие элементы – плашки. Каждая оправка снабжена четырьмя стальными плашками. Клупп также оснащен специальной ручкой с трещоткой. В плашкодержатель можно вставить лишь одну плашку, в клупп – несколько. Режущий механизм прогонок способен осуществлять нарезку двух видов резьбы: 0,5 – 1 ¼, 1 ½ – 2 дюйма.
Ручной клупп, как правило, осуществляет нарезку труб небольшого диаметра. Они комплектуются специальной ручкой – держателем. Их также можно использовать с помощью подходящего трубного ключа. Он небольшого размера, прост и удобен в использовании.
Клупп с держателем и трещоткой – это модификация конструкции с зубчатым механизмом, предназначенным для осуществления резьбы диаметром более одного дюйма. Трещотка – незаменимый механизм. С помощью лево- и правосторонних трещоток удобно работать в труднодоступных местах, например, возле стен. При помощи рычага трещотки клупп быстро снимается с резьбы прокручиванием в обратную сторону, обеспечивая возвратно-поступательный способ нарезки резьбы.
Косым клупп называется потому, что в нем регулируется расстояние между раздвижными плашками. Это сообщает диаметр нарезки. Конструкции такого вида являются самыми простыми в использовании.
Клуппы Маевского более сложной конструкции, используются для осуществления трубной резьбы. Они содержат три комплекта сменных плашек, специализируются на диаметрах резьбы до 2 дюймов. Конструкции этого вида используются для резьбы на трубах с небольшим диаметром.
Нарезку на трубах большого диаметра осуществляют в промышленных масштабах. Например, чтобы нарезать бесшовную трубу диаметром 219 мм, необходим специальный автостанок. Обсадные трубы (колонны) нарезают только на специальных станках в особых условиях при соблюдении всех мер безопасности.
Электрические агрегаты
Очень часто в быту используется электрический резьбонарезатель. Это компактный агрегат, который можно иметь в гараже или мастерской. С ним удобно работать
И это очень важно, ведь речь идет о том, что работы будут выполнять не профессионалы, а также на примере небольших заготовок, которые используются преимущественно в быту. Оборудование избавляет от размышлений о том, как правильно и как лучше зафиксировать трубу
В комплект электрического резьбонарезателя входят электрическое устройство и лерки различного диаметра. Имеется и редуктор, который позволяет выполнять обратное вращение. С помощью специального удерживающего диска фиксируется труба. Далее все выполняет машина.
При работе очень важно контролировать, чтобы оборудование не перегревалось, ведь часто это становится причиной выхода его из строя. Если работы не много, то и проблем не будет
Однако в таком случае возникает вопрос: рентабельно ли иметь такое оборудование? Но если выполняется много работы, то, безусловно, это выгодно
И здесь нужно соблюдать предельную осторожность. Минус резьбонарезателя – габариты, которые мешают нарезать трубу, если она находится очень близко у стены
Куда проще нарезать резьбу вручную. Здесь специалисты рекомендуют использовать такие инструменты: плашкодержатель, плашка, которая используется для черновой резьбы, а также для чистовой резьбы. Нужно и смазочное средство. Это может быть машинное масло или солидол. Понадобится напильник и болгарка.
Новичок обязательно спросит, для чего нужно именно две плашки? Тут все просто. Две плашки значительно облегчают работу. Инструмент изнашивается меньше, а качество работ становится выше.
Как провести нарезку резьбы на токарном станке?
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам.
Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа.
На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа.
Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок.
Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб.
По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
Коническая резьба измеряется и обозначается в дюймах. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Классификация резьб
Деление резьб по типу поверхности:
- конические;
- цилиндрические.
По направлению витка:
Без указания направленности, нарезается нить с левым направлением. Она считается стандартной. Инструмент применяется одинаковый. Изменяется на обратное вращение, и режущая кромка переворачивается на 180⁰ — суппорт подводится с противоположной стороны.
Профиль зуба в разрезе имеет разные формы. Используемые виды резьб, изготавливаемых на токарных станках:
- метрические;
- метрические-конические;
- трубные цилиндрические;
- трубные конические;
- дюймовые;
- трапецеидальные;
- упорные;
- круглые.
Для использования метчиков и плашек, деталь крепится в патроне. Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.
Инструмент для нарезания резьб
Производительность работы увеличивается за счет применения резьбонарезных головок. Они имеют 4 сегмента с резцами. Нарезав до конца, устройство раскрывается, освобождая деталь. Инструмент не надо скручивать. Резьба нарезается быстро, как метчиком. Могут обрабатываться диаметры до 100 мм.
Резьбонарезные головки имеют сложную конструкцию и применяются при массовом производстве деталей.
Заточка резца производится по плоскому шаблону, независимо от типа резьбы. Угол должен точно соответствовать впадине, повторяя ее контуры. После нарезки вершины ниток следует зачистить и слегка притупить.
В трапецеидальных профилях углы вершин и впадин закругляются до R 0,3–0,5 мм. В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение.
Величина максимальной нагрузки и герметичность соединения увеличивается.
Наибольшую производительность при обработке отверстий дает метчик для нарезки внутренних резьб. Выставленные в оси детали, он прорезает все витки, не зависимо от количества заходов.
Как нанести резьбу метчиком?
Ручной метчик формирует профиль резьбы, выдавливая канавки в металлической заготовке. Этот инструмент не предназначен для удаления излишков материала из проделанного отверстия. Соответственно, работа с метчиком подразумевает предварительную подготовку детали к нарезанию. Перед тем, как браться за инструмент, в заготовке необходимо просверлить отверстие подходящего диаметра и зачистить его зенкером.
Диаметр отверстия, сверла и размер шага
Чтобы ровно нарезать резьбу нужного диаметра, важно не ошибиться с размерами подготовительного отверстия. Для наилучшего результата подготовительное отверстие диаметром должно быть чуть меньше предполагаемых внешних границ будущей резьбы
Подобрать правильное, подходящее по размеру сверло для проделывания такого отверстия поможет специальная составленная по ГОСТу таблица (все параметры указаны в миллиметрах):
| Наружный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 2 | 0,4 | 1,6 |
| 0,25 | 1,75 | |
| 3 | 0,5 | 2,5 |
| 0,35 | 2,65 | |
| 4 | 0,7 | 3,3 |
| 0,5 | 3,5 | |
| 5 | 0,8 | 4,2 |
| 0,5 | 4,5 | |
| 6 | 1 | 5 |
| 0,75 | 5,2 | |
| 0,5 | 5,5 | |
| 7 | 1 | 6 |
| 0,75 | 6,2 | |
| 0,5 | 6,5 | |
| 8 | 1,25 | 6,7 |
| 1 | 7 | |
| 0,75 | 7,2 | |
| 0,5 | 7,5 | |
| 9 | 1,25 | 7,7 |
| 1 | 8 | |
| 0,75 | 8,2 | |
| 0,5 | 8,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,7 | |
| 1 | 9 | |
| 0,75 | 9,2 | |
| 0,5 | 9,5 | |
| 11 | 1,5 | 9,5 |
| 1 | 10 | |
| 0,75 | 10,2 | |
| 0,5 | 10,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,7 | |
| 1 | 11 | |
| 0,75 | 11,2 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12 |
| 1,5 | 12,5 | |
| 1,25 | 12,6 | |
| 1 | 13 | |
| 0,75 | 13,2 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14 |
| 1,5 | 14,5 | |
| 1 | 15 | |
| 0,75 | 15,2 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,4 |
| 2 | 16 | |
| 1,5 | 16,5 | |
| 1 | 17 | |
| 0,75 | 17,2 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,4 |
| 2 | 18 | |
| 1,5 | 18,5 | |
| 1 | 19 | |
| 0,75 | 19,2 | |
| 0,5 | 19,5 | |
| 22 | 2,5 | 19,4 |
| 2 | 20 | |
| 1,5 | 20,5 | |
| 1 | 21 | |
| 0,75 | 21,2 | |
| 0,5 | 21,5 | |
| 24 | 3 | 20,9 |
| 2 | 22 | |
| 1,5 | 22,5 | |
| 1 | 23 | |
| 0,75 | 23,2 | |
| 27 | 3 | 23,9 |
| 2 | 25 | |
| 1,5 | 25,5 | |
| 1 | 26 | |
| 0,75 | 26,2 | |
| 30 | 3,5 | 26,4 |
| 3 | 26,9 | |
| 2 | 28 | |
| 1,5 | 28,5 | |
| 1 | 29 | |
| 0,75 | 29,2 | |
| 33 | 3,5 | 29,4 |
| 3 | 29,9 | |
| 2 | 31 | |
| 1,5 | 31,5 | |
| 1 | 32 | |
| 0,75 | 32,2 | |
| 36 | 4 | 31,9 |
| 3 | 32,9 | |
| 2 | 34 | |
| 1,5 | 34,5 | |
| 1 | 35 | |
| 39 | 4 | 34,9 |
| 3 | 35,9 | |
| 2 | 37 | |
| 1,5 | 37,5 | |
| 1 | 38 | |
| 42 | 4,5 | 37,4 |
| 4 | 37,9 | |
| 3 | 38,9 | |
| 2 | 34 | |
| 1,5 | 40,5 | |
| 1 | 41 | |
| 45 | 4,5 | 40,4 |
| 4 | 40,9 | |
| 3 | 41,9 | |
| 2 | 43 | |
| 1,5 | 43,5 | |
| 1 | 44 | |
| 48 | 5 | 42,8 |
| 4 | 43,9 | |
| 3 | 44,9 | |
| 2 | 46 | |
| 1,5 | 46,5 | |
| 1 | 47 |
После выбора подходящего сверла стоит задуматься о смазке для инструмента. Для наилучшего эффекта ее тип должен подходить по составу к металлу или сплаву, из которого изготовлена нарезаемая деталь:
- для стали или латуни – льняное масло;
- для меди – скипидар;
- для алюминия – керосин.
Часто рекомендуемое для подобных процедур машинное или минеральное масло нельзя использовать ни с одним типом материалов. Сами по себе такие смазки детали не навредят, однако их вязкая структура помешает свободному удалению металлической стружки при нарезке заготовки, что может привести к порче используемого инструмента.
Как пользоваться метчиком?
Когда все необходимые инструменты найдены и сверла подходящих размеров подобраны, можно приступать непосредственно к нарезанию детали. Алгоритм работы с метчиком:
- Закрепить предварительно подготовленную (с высверленным под резьбу отверстием) деталь в тисках подходящего размера. При этом обрабатываемая поверхность должна располагаться строго перпендикулярно оснастке (закрепленному в воротке и смазанному маслом метчику).
- Вороток прокручивают, взяв его за рукоятки обеими руками. Для облегчения процесса нарезания на каждые 1,5–2 оборота по часовой стрелке делают половину против, совершая таким образом вращательно-поступательные движения.
- Закончив нарезание, метчик извлекают из отверстия, выкручивая его за вороток по направлению против часовой стрелки.
Обычно ручные метчики продаются наборами по 2–3 инструмента одинакового диаметра. Одни предназначены для черновой нарезки детали, другие – для придания полученному профилю гладкости и устранения шероховатостей. Использовать такие метчики следует в строгой очередности, заданной цифрами, указанными на корпусе каждого из инструментов.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
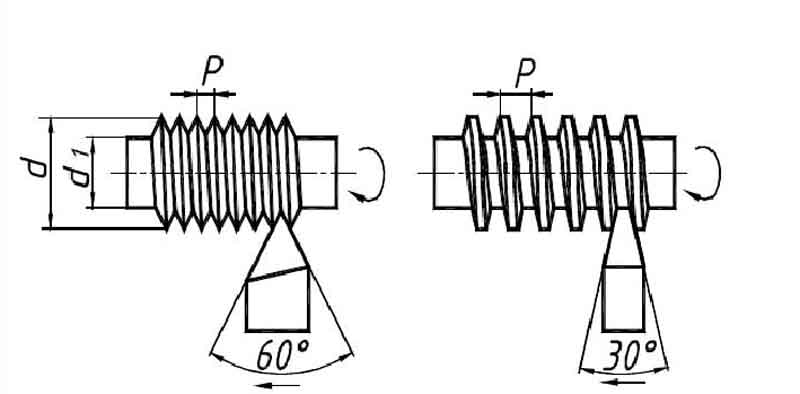
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Что такое резьба и для чего она нужна
Резьба – это одна из самых популярных разновидностей крепления деталей или монтажа конструкций. Ее используют, чтобы соединить между собой несколько деталей, например, труб, в одну конструкцию. Для этого на их боковой или внутренней части вырезаются канавки, которые имеют определенную форму, угол наклона и расстояние между углублениями (шаг витка).
Также насечка может быть на соединительных деталях, например, кранах или тройниках. С помощью этого метода монтажа можно делать разборные или неразъемные конструкции, такие как водопровод, канализация и другие виды систем из труб. Нарезать резьбу можно только на круглых или конических деталях, так как для других поверхностей это будет неудобно и не практично.
Самый распространенный вариант профиля резьбы – это треугольный. Он очень простой и доступный, но не подходит для частого разбора системы. В случае, если нужно часто разъединять трубы или другие детали используется круглый профиль. Чаще всего его используют в сантехнике. Другие виды профилей используются в кинематических системах (например, трансмиссиях), но не применяются в сантехнике.
Разновидность кинематической нарезкиИсточник findpatent.ru
Популярные модели трубных клуппов
На рынке представлен широкий ряд недорогих клуппов преимущественно китайского производства, встречается отечественные и намного более дорогие бренды от европейских производителей, США.
Обычно инструмент для нарезания резьбы на трубах реализуется в наборах, элементы которого помещены чемодан для транспортировки, стандартная комплектация – несколько насадок и трещотка со съемными ручками, баллон фирменного масла. Наиболее часто в продаже можно встретить комплекты и отдельные клуппы следующих марок:
ЗУБР – российский бренд с производством в Китае, фирма выпускает как отдельные резьбонарезные лерки, так и комплекты. В продаже реализуются наборы серии Эксперт с лерками в количестве 3, 4, и 5 штук со средними ценами соответственно 3000, 4000 и 4500 рублей. Резьбонарезные головки покрыты порошковой краской красного цвета, в торговой сети их стоимость от 600 до 900 руб.
Резцы по утверждению производителя отличаются улучшенной геометрией и сделаны из типовой стали марки 9ХС, основной тип выполняемой резьбы – трубная коническая. Стандартные размеры и соответствующее число клуппов – 1/4″ или 3/8″, 1/2″, 3/4″, 1″, 1 1/4″, на изделия дается гарантия 1 год.
СИБРТЕХ – российский бренд с производственными площадями в Китае, в продаже имеются отдельные головки стального цвета стандартных размеров и трещотки. Клупп трубный СИБРТЕХ отличается невысокой стоимостью (лерки можно купить за 350 – 600 руб., трещотки за 850 руб.), в основном рассчитаны на нарезку самоуплотняющейся BSPT-резьбы и намного реже цилиндрической BSPP.
Поставка отдельными деталями удобна для использования в домашнем хозяйстве – можно купить трещотку и подходящие к нему одну или две головки, что по стоимости будет намного дешевле полного комплекта в кейсе.
Рис. 10 Стоимость клуппных плашек 2019 г
FIT – торговая марка известного китайского производителя разнообразного инструмента, фирма выпускает недорогие клуппные наборы в кейсах и без в количестве от 3 до 5 насадок размерами в дюймах 3/8″-1/2″-3/4″-1″-1 1/4″. Элементы выполнены из инструментальной стали, товар отличается наиболее низкой стоимостью – набор из 5 лерок можно приобрести за 3000 руб.
Помимо указанной марки, на рынке также часто встречаются изделия китайского производства с аналогичными физическими параметрами, качеством изготовления и ценами довольно известных в народе торговых марок Matrix, Sparta, Sturm.
Hongli – марка товара китайской компании, поставляющей на отечественный рынок высококачественный инструмент. Клуппный набор для нарезания резьбы включает в себя резьбонарезные головки размерами 1/2″ -3 /4″ – 1″ – 1 1/4″ – 1 1/2″ – 2″, его средняя стоимость 19000 руб.
Hongli является поставщиком на российский рынок качественного резьбонарезного электроинструмента серии SQ30, стоимость которого в кейсе с четырьмя головками чуть больше 25000 руб.
Virax – бренд принадлежит французской компании, являющейся ведущим мировым производителем электроинструмента. Ручной набор клуппов с четырьмя головками размеров 1/2″ – 3/4″ – 1″ – 1 1/4 ′′ в кейсе предназначен для нарезания правой конической BSPT-резьбы, его можно приобрести в среднем за 14000 руб.
Virax также является известным поставщиком резьбонарезного клуппного электроинструмента стоимостью от 55000 до 75000 руб., в стандартный комплект которого входят соответственно 4 – 6 лерок.
REMS – торговая марка немецкого концерна, одного из ведущих производителей инструмента, на отечественном рынке он, пожалуй, является самым дорогим и качественным.
Ручные клуппы REMS серии Eva характерного желтого цвета позволяют наносить на трубы коническую резьбу стандартных размеров от 3/8″ до 2″, а также болтовую от 1/4″ до 1″. Рукоятка с храповым механизмом выполнена из закаленной стали с защитным пластиковым покрытием, оснащена резиновой накладкой для предотвращения соскальзывания рук. Набор из 7 плашек в металлическом чемодане можно приобрести по минимальной цене в 22000 руб.
Помимо ручного резьбонарезного инструмента, REMS поставляет на рынок широкий ряд аналогичного электроинструмента серии Амиго довольно высокой стоимости для кармана даже профессионалов. Цена комплекта с электрическим приводом начинается от 70000 руб. и может доходить до 150000 руб.
На рынке также представлен высококачественный резьбонарезной инструмент с электрическим приводом от таких известных производителей, как Ridgid (США), Rothenberger (Германия).
Рис. 11 Цены на популярные наборы клуппов 2019 г
Станок для нарезки желобов
В производстве часто используются специальные станки. По конструктивным особенностям они во многом напоминают станки с вертикальной ориентацией. Среди особенностей отметим:
- Показатель диаметра и шаг резьбы регулируются.
- При необходимости можно тщательно настроить количество и скорость вращения режущего элемента.
- Практически все модели характеризуются возможностью обработки наружной и внутренней поверхности.
Современные станки могут применяться даже при нарезании тонкостенных изделий. Трудности могут возникнуть только в случае, когда заготовку нельзя снять и установить вертикально.
Параметры, учитываемые при выборе устройства
- Цели, для которых оно будет использоваться.
Ручной клупп без трещотки стоит приобрести если планируется разовое либо нечастое использование, масса его небольшая, что удобно при переноске с одного объекта на другой.
Наличие трещотки необходимо для применения в труднодоступных местах.
Электрический прибор предназначен для каждодневного использования. В таком случае затраты на его приобретение окупятся большей производительностью труда.
2. Наличие сменных резцов в наборе позволяет своевременно производить замену вышедших из строя. Работа сломанными резцами приводит к браку, а «затупившимися» — требует приложения значительных усилий.
3. Материал резцов.
Качественные детали делают из легированной стали или из сплава хром-ванадий, они обеспечат надёжную службу инструмента в течение долгого времени. Если планируется сделать не более 10 операций можно приобрести инструмент по более низкой цене.
4. Наборы клуппов для нарезания резьбы разного размера приобретать выгоднее, чем отдельные инструменты.
5. Качество исполнения механизма трещотки напрямую влияет долговечность изделия, безопасность эксплуатации. Диаметр стопора трещотки должен быть достаточным, чтобы не сломаться при больших прилагаемых усилиях.
Разновидности инструмента
Мастера нарезают резьбовые соединения с использованием ручных инструментов, промышленного оборудования. Разрезание стали производиться с помощью метчиков, которые закрепляются на специальных ручках или шпинделях станков. Чтобы наносить резьбу на внутреннюю сторону разного диаметра, требуется выбирать плашки нужных размеров. Они разделяются по разным факторам, к которым относятся:
- По способу использования — ручные, машинные. Первый вариант комплектуется воротком, ручкой для удержания. Второй вариант представляет собой инструменты, которые закрепляются в патронах промышленного оборудования.
- По методу нарезания внутренних витков на металле, выделяются комплектные, универсальные метчики. Первый представляют собой инструменты, рабочая часть которых разделена на 3 зоны. Первая делают грубую обработку, вторая растачивает канавки, третья доводит поверхности до финишного состояния. Второй вариант представляет собой набор отдельных метчиков, каждый из которых предназначен для отдельных видов обработки.
- Разделение по типу отверстий. Бывают инструменты для работы с глухими, сквозными отверстиями. У первого варианта длинный стержень, который имеет продолговатую конусную форму, называемую заходом.
Метчики разделяются по конструкции. Они могут быть прямыми, винтовыми, с нарезанными канавками удаления металлической стружки.
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
Отдельно также производятся и применяются метчики дюймовые и метрические.