Диаметр сверла под резьбу: таблица размеров по гост
Содержание:
- Основные параметры
- Особенности применяемой технологии
- Нюансы нарезки резьбы
- Порядок нарезки резьбы
- Как выбрать сверло под метчик?
- Типы нарезаемой резьбы
- Особенности технологии
- Таблица метчиков и сверл для внутренней резьбы
- Технология нарезания внутренней резьбы
- Как нарезать резьбу
- Видео описание
- Коротко о главном
- Создание резьбы с помощью резца
- Как провести нарезку резьбы на токарном станке?
- Подготовка к нарезанию внутренней резьбы
Основные параметры
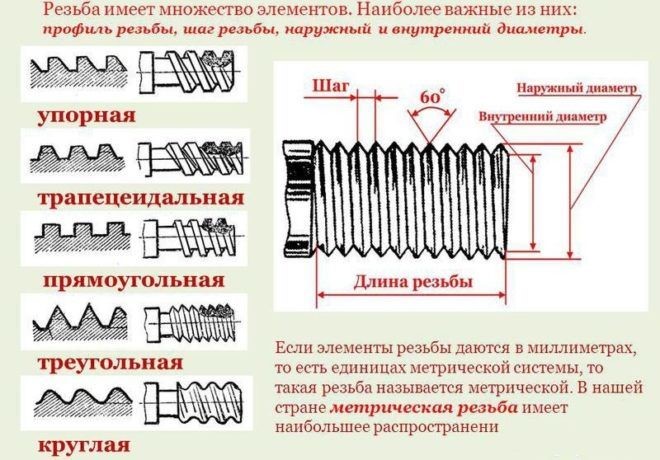
Любая резьба характеризуется двумя параметрами:
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.

Типы резьбы и ее основные характеристики
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Особенности применяемой технологии
Провести рассматриваемую работу можно своими руками в бытовых условиях. Для этого нужно учесть нижеприведенные рекомендации:
- Перед созданием отверстия рекомендуется сделать небольшое углубление, которое обеспечит правильный заход сверла. Для этого можно использовать керн. При сверлении по металлу рекомендуется выставлять на дрели низкие обороты, что позволит достигнуть высокого качества обработки. До начала сверления можно обработать режущую кромку специальным составом, за счет чего инструмент будет легче входить в металл.
- На момент создания отверстия дрель со сверлом должна располагаться строго перпендикулярно обрабатываемой поверхности. На момент использования метчика режущую кромку следует постоянно смазывать моторным маслом, а также следить за тем, чтобы инструмент был расположен строго параллельно оси созданного отверстия.
- Практически во всех случаях проводится снятие фаски на входе отверстия, размер которой составляет 0,5−1 мм. Для этого можно использовать зенковку или сверло большего диаметра.
- При применении набора метчиков нарезание резьбы нужно начинать с инструмента под № 1. Направление резьбы должно контролироваться строго в самом начале проведения работы, так как в дальнейшем изменить наклон применяемого инструмента будет практически невозможно.
- Для получения качественных канавок рекомендуется делать два оборота по ходу резьбы и один в противоположную сторону. Обратный оборот делается для того, чтобы удалить с режущей кромки стружку, за счет чего ход становится более плавным.
- После применения инструмента № 1 устанавливается второй, после полного прохода — третий. Стоит учитывать, что при большом усилии рекомендуется сделать один или несколько оборотов в обратную сторону, за счет чего стружка удаляется с зоны резания.
Не рекомендуется прикладывать к рукоятке большую нагрузку за счет применения рычага или газового ключа. Не стоит забывать о том, что метчик может лопнуть из-за высокой нагрузки, тогда удалить оставшуюся внутри часть будет достаточно сложно. Во время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
Нюансы нарезки резьбы
Как и в любом деле здесь есть свои хитрости и нюансы работы с метчиком. Используя их, можно добиться успеха в нарезании резьбы дома или на производстве. Во-первых, в материале, в котором будет сверлиться резьба, делают небольшое углубление с помощью керна или обычного молотка. Это облегчит точное попадание сверла. Во-вторых, сверло необходимо смазать, это сократит сопротивление и трение между материалами. Смазывают обычно тем, что имеется под рукой: свиное сало, машинное масло или солидол. В-третьих, при работе с маленькой деталью, ее необходимо закрепить в слесарные тиски. Иначе она будет постоянно двигаться, что испортит резьбу. Сам же метчик требуется постоянно смазывать. В-четвертых, нужно помнить о том, что в основном для получения качественной резьбы используется, как минимум три метчика. Каждый из которых имеет свой диаметр и особенности. Подводя итог, можно сказать, что нарезание резьбы – процесс далеко не простой. Первый опыт бывает далеко не идеальным. Поэтому стоит опробовать свои способности на других ненужных материалах. Кроме всего прочего, перед началом работ, внимательно и тщательно изучить все нюансы и сложности работы, разобраться в подборе и видах метчиков, чтобы не попасть впросак.
Далее приведена таблица типоразмеров метчиков, для правильного подбора инструмента.
| Маркировка и размеры, мм | Шаг | Сверление под резьбу |
|---|---|---|
| М3 | 0,5 | 2,5 |
| М4 | 0,7 | 3,3 |
| М5 | 0,8 | 4,2 |
| М6 | 1,0 | 5,0 |
| М8 | 1,25 | 6,7 |
| М10 | 1,5 | 8,5 |
| М12 | 1,75 | 10,2 |
| М14 | 2 | 12,0 |
| М16 | 2 | 14,0 |
| М18 | 2,5 | 15,4 |
| М20 | 2,5 | 17,4 |
| М22 | 2,5 | 19,4 |
| М24 | 3 | 20,9 |
| М27 | 3 | 23,9 |
Используя данные таблицы, можно правильно подобрать метчик и тем самым сделать качественную резьбу.
Сегодня без современных технологий никуда. В том числе и резьбовые соединения, которые присутствуют везде: в квартире, на улице, торговых центрах и предметах мебели. Именно поэтому и был придуман такой прибор, как метчик. Его использование значительно упростило и облегчило жизнь. В особенности это качается тех, кто занимается строительством на дому и освоил технику нарезания резьбы.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.

Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.

Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Как выбрать сверло под метчик?
Как выбрать сверло под метчик, если вам необходимо нарезать резьбу определенного размера? Чтобы не ошибиться, помните о принципе создания отверстий. Дело в том, что при нарезании резьбы металл удаляется вместе со стружкой, выходя через режущие грани инструмента. Поэтому диаметры стрежней выбирают не по номинальному диаметру резьбы, а чуть меньше. Сориентироваться поможет таблица, размещенная ниже.
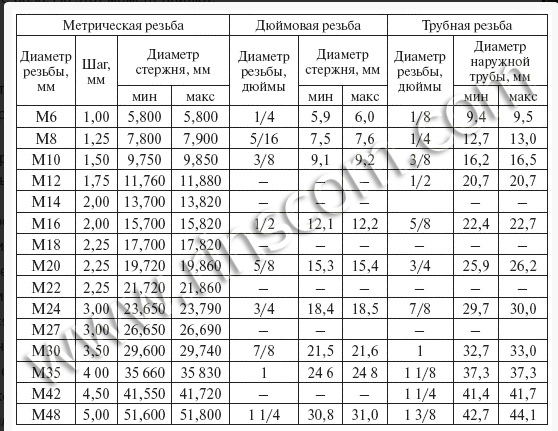
Таблица № 1: Рекомендуемые значения диаметров отверстий и стержней
Для чугуна и металлов высокой хрупкости диаметр сверла уменьшают на 0,1 мм от табличного значения
Для качественного выполнения дюймовой резьбы обращайте внимание на требуемый шаг и диаметр отверстия (смотрите таблицу ниже)
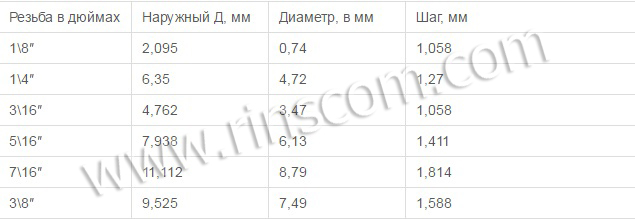
Таблица № 2: Диаметры отверстий под дюймовую резьбу
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
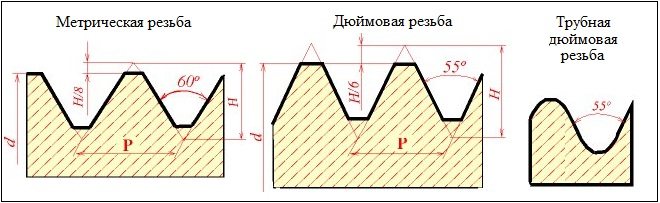
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
Виды резьбы
Существуют и другие типы резьбы для специальных применений
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
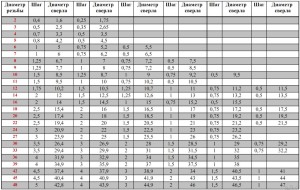
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Как нарезать резьбу
Перед тем, как нарезать резьбу, следует определится с ее размером, шагом и используемым стандартом. Если требуется сделать рез на детали, которая должна подойти к уже готовому элементу, то рекомендуется для начала понять ее размеры. Для этого следует поискать соответствующую маркировку рядом с готовой резьбой.
Если ее нет, то для измерения можно использовать штангенциркуль или специальный набор с шаблонами для насечек разных стандартов. Также можно использовать для этого сантехническую арматуру с пометками, если нет других вариантов. С ее помощью можно понять диаметр трубы.
Чтобы определить шаг насечки, можно пометить маркером 10 витков, замерить длину всего участка и поделить ее на 10. Полученное число и будет шагом. Инструмент для нарезки резьбы также следует подбирать исходя из диаметра трубы и шага насечки на детали, с которой требуется соединение.
Перед работой с плашками или клуппом следует зачистить поверхность трубы, на которой будет делаться насечка, с помощью напильника, наждачной бумаги или болгарки с шлифовальным кругом. Торцевую часть детали также нужно обточить и сделать на ней входную фаску для начала работы.
Пример входной фаскиИсточник upload.ecvv.com
Перед нарезкой рекомендуется нанести на поверхность детали смазку, чтобы уменьшить сопротивление и трение при работе, а также закрепить ее в тисках для лучшей устойчивости. Следует аккуратно затягивать держатель и контролировать давление на стенки трубы, чтобы ее не погнуть.
Первый проход резьбы делается с помощью черновой плашки для наметки углубления, а после этого применяется устройство для чистовой или промежуточной обработки, так как для крепких металлов может понадобиться до 5 проходов по резьбе.
При работе с плашками или клуппом следует держать рабочую поверхность инструмента перпендикулярно к торцу трубы. Во время нарезки нужно немного надавливать на устройство и небольшими поворотами (20-30°) делать насечку. Рекомендуется постоянно проверять угол наклона инструмента, чтобы резьба была ровной. Это нужно делать первые 2-3 витка, а дальше режущая кромка плотно фиксируется сама и следить за углом не требуется.
Видео описание
В этом видео показано, как нарезается внутренняя резьба с помощью станка и метчика:
Нарезка электрическим клуппом схожа с обычным процессом, но для работы этого инструмента требуется больше пространства и дополнительная фиксация. Его преимущество в том, что снижается трудоемкость процесса для слесаря. При любом виде нарезки рекомендуется добавлять смазку в процессе работы на те места, где находится режущая кромка.
Также нарезку резьбы можно сделать с помощью токарного станка. Такой вид работ чаще всего используют для больших объемов производства. С помощью такого устройства можно делать как внешнюю, так и внутреннюю резьбу, но для работы с ними нужен обученный специалист. Без соответствующих знаний работа со станком может послужить причиной травмы
Пример сантехнической арматуры с резьбойИсточник static-eu.insales.ru
Коротко о главном
Резьба – это удобный и надежный способ крепления деталей и монтажа разных конструкций.
Существуют различные виды резьбы, но для труб чаще всего используется цилиндрический или конический стандарт.
Самый простой и доступный инструмент для насечки внешней резьбы – это плашка, а для внутренней – метчик.
С помощью клуппа можно сэкономить время и силы при нарезке резьбы в труднодоступных местах, например, возле стен, а электрическое устройство способно делать насечку самостоятельно.
Источник
Создание резьбы с помощью резца
Для нарезки на токарном станке применяются специальные резцы. Они бывают следующих видов:
-
призматические;
-
дисковые;
-
стержневые.
Их характеристики должны соответствовать ГОСТу 18876-73. Верхняя часть резца, которая непосредственно соприкасается с обрабатываемым металлом, должна в точности по своей форме соответствовать создаваемой канавке.

С помощью призматических и стержневых прорезают внешнюю резьбу. Существуют дисковые, предназначенные как для внешней, так и для внутренней резьбы. На токарном станке применяются многопрофильные резцы, которые сразу прорезают несколько канавок.
На стержневых устанавливаются резцы из твёрдых сплавов. Они долго сохраняют остроту и практически не нуждаются в проведении заточки. Если они теряют остроту, обычно производят замену режущей части. Призматические отличаются от стержневых тем, что они контактируют с металлом на значительной поверхности. При работе они быстро теряют остроту и нуждаются в периодической заточке.
Резцы могут иметь конструктивные отличия. Они могут относиться к следующим типам:
-
прямые;
-
изогнутые;
-
отогнутые;
-
оттянутые.
Прямая форма на токарном станке используется редко. Чаще всего для нарезания резьбы применяют изогнутые резцы.
-
Сделанные из легированной быстрорежущей стали.
-
Использующие напаянные твёрдосплавные пластины.
-
Возможно использование сменных многогранных пластин. После того, как режущая часть стачивается, может быть использована другая рабочая грань резца.
-
Существуют резцы, для изготовления которых применяется металлокерамика.
В первом случае обычно обрабатывают детали из стали, пластикатаке или цветных металлов. Резцы характеризуются особенно высокой прочностью и большой теплопроводностью. Однако они имеют такие недостатки: слабую износостойкость, недостаточно высокую твёрдость. Эти качества ограничивают скорость обработки деталей при создании резьбы на станке.
Резцы с твёрдосплавными режущими пластинами применяются наиболее часто. Они известны высокой твёрдости и длительным сроком работы без необходимости выполнения заточки. По сравнению с резцами из быстрорежущей стали максимальная скорость работы у них выше в 2-3 раза. Такие резцы выпускаются в широкой номенклатуре, позволяя легко выбрать подходящий для конкретной работы.
Резцы из керамометалла являются более дешёвыми. Основным их недостатком является хрупкость. Их основное применение состоит в создании мелкой резьбы на заготовках из стали и чугуна.
Резцы с режущей частью из поликристаллических алмазов или кубического нитрида бора являются высокопрочными. Их применяют для точной нарезки резьбы на заготовках из высокопрочных деталей. Основным недостатком таких инструментов является высокая стоимость. В первом случае такой инструмент применяют для обработки деталей из алюминия, меди или карбида вольфрама. Во втором — работают таким резцом на заготовках из упрочнённого чугуна или закалённой стали.
При работе резцом необходимо принимать во внимание следующие особенности:
Важное значение имеет выбор переднего угла. Его величина зависит от твёрдости обрабатываемого материала
Величина находится в пределах от 0 до 25 градусов от перпендикуляра к обрабатываемой поверхности. Для обычной стали выбирают нулевой угол, а для высоколегированной обычно требуется 5-10 градусов. Его величина зависит не только от твёрдости, но и от вязкости обрабатываемого материала.
При выборе подходящего резца важно учитывать, что форма режущей кромки должна точно соответствовать профилю резьбы.
Задние боковые углы должны быть достаточно узкими для того, чтобы не воздействовать на сделанную резцом канавку. При этом с обеих сторон они должны быть одинаковыми.
Для того, чтобы сделать нарезание внутренней резьбы, деталь предварительно сверлят и растачивают.
Выполнение нарезки происходит с высокой скоростью. Работу можно также производить на станке с ЧПУ.

Как провести нарезку резьбы на токарном станке?
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам.
Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа.
На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа.
Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок.
Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб.
По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
Коническая резьба измеряется и обозначается в дюймах. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Классификация резьб
Деление резьб по типу поверхности:
- конические;
- цилиндрические.
По направлению витка:
Без указания направленности, нарезается нить с левым направлением. Она считается стандартной. Инструмент применяется одинаковый. Изменяется на обратное вращение, и режущая кромка переворачивается на 180⁰ — суппорт подводится с противоположной стороны.
Профиль зуба в разрезе имеет разные формы. Используемые виды резьб, изготавливаемых на токарных станках:
- метрические;
- метрические-конические;
- трубные цилиндрические;
- трубные конические;
- дюймовые;
- трапецеидальные;
- упорные;
- круглые.
Для использования метчиков и плашек, деталь крепится в патроне. Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.
Инструмент для нарезания резьб
Производительность работы увеличивается за счет применения резьбонарезных головок. Они имеют 4 сегмента с резцами. Нарезав до конца, устройство раскрывается, освобождая деталь. Инструмент не надо скручивать. Резьба нарезается быстро, как метчиком. Могут обрабатываться диаметры до 100 мм.
Резьбонарезные головки имеют сложную конструкцию и применяются при массовом производстве деталей.
Заточка резца производится по плоскому шаблону, независимо от типа резьбы. Угол должен точно соответствовать впадине, повторяя ее контуры. После нарезки вершины ниток следует зачистить и слегка притупить.
В трапецеидальных профилях углы вершин и впадин закругляются до R 0,3–0,5 мм. В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение.
Величина максимальной нагрузки и герметичность соединения увеличивается.
Наибольшую производительность при обработке отверстий дает метчик для нарезки внутренних резьб. Выставленные в оси детали, он прорезает все витки, не зависимо от количества заходов.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки