Гибочный станок для листового металла своими руками
Содержание:
- Конструкция листогибочного станка
- Чертеж листогиба: знакомство и улучшение
- Устройство гибочного станка
- Листогибочный станок своими руками: Чертежи
- Ручной листогиб для толстых листов своими руками
- Преимущества самодельного листогиба
- Пошаговая инструкция по изготовлению
- 1 Понятие «листогибочный станок» и сфера его применения
- Виды листогибов
- Самая популярная конструкция листогиба и ее улучшение
Конструкция листогибочного станка
отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой , позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Чертеж листогиба: знакомство и улучшение
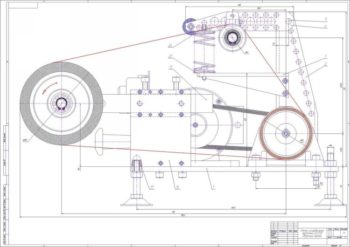
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.
(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.
(Чертеж №2)
Увеличиваем надежность креплений станка
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью! Исходя из этого, есть смысл вовсе отказаться от использования данного крепежного элемента, что дополнительно позволит исключить из конструкции устройства щечки и сварные соединения.
Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).
Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Как усилить прижимную балку?
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.
На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
https://youtube.com/watch?v=AEhdbRD-ciE
Устройство гибочного станка
Перед изготовлением листогиба определитесь, какой толщины и структуры, а также сколько листов вам нужно согнуть, как именно они будут сгибаться. Это позволит выбрать схему, по которой прибор будет выпущен. Самый простой механизм позволяет гнуть листовую сталь посредством траверсы. Данное устройство легко согнёт лист с шириной не более полуметра, на 90 градусов, используя лишь силу рук мастера. Листовой металл закрепляется в станке с помощью струбцины или небольших тисков. Сгибание в выбранном месте осуществляется нажатием траверсы на него.

Усложнённое устройство – листогибочный пресс с сеткой и пуансоном в качестве исполнительного механизма. Лист металла или сплава кладётся на криволинейную или спрямлённую матрицу, а пуансон (сгибающий клин) прижимается к сгибаемому листу, придавая ему нужный узор сгиба. Такой станок чаще используется в металлообрабатывающем производстве, где сгибание листового железа поставлено на поток.

Самодельные листогибы в домашних условиях могут работать и с гидравлическим механизмом, роль которого выполняет, например, домкрат.
К тому же их работу нужно синхронизировать, что представляет собой дополнительную сложность по сравнению, например, с арматуротрубогибами.
Профессиональные листогибы изготавливаются на основе трёхвального механизма. В них лист металла проходит через управляемые валы. В результате радиус изгиба листа обретает отличающиеся при разных подходах значения.


Особое место занимают электромагнитные листогибы. Но самостоятельно сделать такой листогиб затруднительно. Его положительные качества – небольшие габариты, бесшумный процесс сгибания листов, высокая скорость. Работает такой листогиб за счёт электромагнитного поля, создаваемого между гнущей поверхностью и матрицей. Сгибатель свободно зафиксирован с помощью пружины, а сама матрица ставится под ним. Механизм подстраивается под форму сгибаемого листа. Под сгибателем (или в нём) размещён электромагнит, на который подаётся выпрямленное сетевое напряжение.


Вальный листогиб используется, к примеру, при изготовлении одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если вальный механизм имеет определённый профиль, то он хорош для изготовления крышных водостоков, располагаемых по периметру.
Вальные станки часто оснащаются ножом, который дает возможность отрезать лист неподалёку от места сгибания.
У ручного листогиба рабочий ресурс чаще всего выбирают в следующих пределах:
- количество листов – не менее 1400;
- ширина листа – не более 2 м;
- угол сгиба – до 130 градусов.
Больший ресурс используется не при домашней, а при заказной работе.


Листогибочный станок своими руками: Чертежи
Материалы
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
of
Next
Prev
of
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
of
Next
Prev
of
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
К содержанию
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
of
Next
Prev
of
Next
Для создания такого станка потребуются:
- Швеллер шириной 25 см
- 2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
- 2 3/4-дюймовые гайки
- 2 3/4-дюймовые резьбовые пробки
- 2 3/4-дюймовые муфты
- 2 3/4-дюймовые металлические шайбы
- 2 болта для фиксации стальных уголков (на фото их нет)
Prev
of
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev
of
Next
Prev
of
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
of
Next
Prev
of
Next
Prev
of
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
А так выглядит результат работы станка:
Prev
of
Next
Prev
of
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev
of
Next
Prev
of
Next
Чертежи прилагаются.
Prev
of
Next
Prev
of
Next
Prev
of
Next
Prev
of
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Преимущества самодельного листогиба
Изготовлением листогибочного станка своими руками или же приобретением ручного проходного листогиба часто интересуются те, кто хочет прилично сэкономить на покупке профнастила серийного производства. Несложная теоретическая арифметика показывает: если самостоятельно гнуть с помощью такого приспособления профнастил, то стоимость последнего будет на 40% ниже по сравнению со стоимостью заводских изделий. Но не все так просто.

Заводской проходной листогиб MetalMaster, стоимость 62 тысячи рублей
Если приобретать заводской проходной станок для профнастила ручного типа с прицелом на небольшое собственное производство, то он обойдется примерно в 60 тысяч рублей. Между тем такой ручной листогибочный станок не гарантирует стабильного качества получаемого с его помощью профнастила. Проблема в том, что прокатка в один проход с большой долей вероятности будет приводить к появлению перетянутых углов, от которых впоследствии могут пойти трещины. А прокатывать один лист многократно, постепенно меняя степень прижима, слишком долго, трудоемко и в итоге нерентабельно. Но зато более простые детали из листовой стали изготавливать в его помощью вполне удобно.

Прокатный стан для профнастила за работой
Самое главное, что следует учитывать при приобретении листогибочного станка, – это возможность его быстрой окупаемости. Добиться этого мастеру, который применяет такое приспособление в частном порядке, достаточно сложно. В этом случае целесообразнее использовать самодельный листогиб, который пригоден для изготовления гнутых листовых изделий любого типа. С помощью такого оборудования можно гнуть как листы с типовыми размерами, так и нестандартную продукцию, которая очень востребована при проведении кровельных работ, а также многих других.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы
Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Металлический прижим будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов. ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Популярное: Как правильно точить ножи бруском — видео рекомендации
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.

Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
1 Понятие «листогибочный станок» и сфера его применения
Листогибочный станок – это прессовое устройство, которое позволяет сгибать цельные листы металлов или вырезанные полосы из него различной формы и толщины.
С помощью этих станков можно обрабатывать латунь, сталь, алюминий и медь, а также прочие металлы, при условии того, что толщина листов будет 0,7-0,8 мм.
При изгибании отгибаемая часть листа остается не деформированной. Это позволяет сделать разнообразные предметы. Получившиеся изделия ничем не отличаются от аналогов промышленного производства.
Листогибочный станок имеет принцип работы ручного пресса
Благодаря силиконовой вставке, которая находится на гибочной балке, изгибать возможно окрашенные листы без каких-либо повреждений покрытия. Конструкция предполагает удобную функцию регулирования толщины листа, который предстоит изогнуть. Большинство станков можно использовать для резки металла.
Области применения:
- Машиностроение. Изготавливают кузова и запчасти.
- Авиа- и кораблестроение.
- Строительство. Создают фронтоны для крыш, кровлю, вентиляционные шахты и воздуховоды, ветровые планки и карнизы, дверные и оконные переплеты, отливы для окон.
- Электроника. Производят корпуса для микроволновых печей, ПК, холодильных камер, стиральных машин.
- Мебельное производство. Создают незамкнутые и замкнутые профиля, конусы, короба, цилиндры.
1.1 Конструкция и принцип ее работы
Элементы листогибочного станка:
- лист железа – основание;
- прижим;
- обжимной пуансон с креплением;
- две струбцины (чтобы прикреплять оборудование к столешнице верстака).
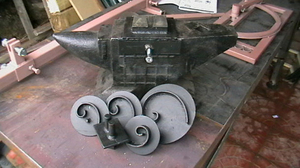
Сделать такой станок, как и ручной гибочный станок для арматуры можно самостоятельно при помощи металлических заготовок.
Гибочный станок с сегментными гибочными ножами
В качестве основы для конструкции специалисты рекомендуют приобрести швеллер (6,5-8 мм, длина – 500-650 мм).
Часто листогибы имеют дополнительные опции:
- приспособление для фиксации рулонных металлов;
- угломер;
- дублирующие опоры для листов;
- профилирующее устройство.
Листогиб может иметь усиленную опору, что обеспечивает надежную фиксацию станка, и роликовый нож, который режет металл на уровне фабричного производства.
Самодельный аппарат предполагает наличие основных элементов:
- Роликовый нож. Инструмент изготавливают из прочного стального сплава. Функционировать может с 25-ти километровым металлом полумиллиметровой толщины.
- Задний стол. Предназначен для размещения рабочего листа металла, который можно двигать в нужном направлении. Сгибатель с резаком устанавливают на опоры стола.
- Подставка. Представляет собой деревянную основу, на которой размещают рабочий стол. Это позволяет станку не скользить по полу. Можно регулировать высоту подставки.
- Передние упоры. Задают ширину разреза. Сама конструкция поворачивается на 180º, затем возвращается в исходное положение.
- Упор сгиба угла. Упор может устанавливать лист под необходимым углом, или начать само сгибание под произвольным.
Самодельный ручной листогиб
Ручной самодельный станок создает профильные детали из тонколистового алюминия, меди и стали.
Перед началом работы заготовку фиксируют с помощью прижимной рамы на столе аппарата. Затем загибают поворотную балку на необходимый угол выступающей части листа. Обычно загиб достигает 135º. Максимальный догиб возможен до 180º.
Прижимают заготовку механическим путем при помощи эксцентриковой стяжки.
В продаже можно встретить конструкции с электромагнитом. Он устанавливается во время производства в корпус аппарата. Магнит обеспечивает прижим, который исключает выскальзывание листа из-под прижимной балки.
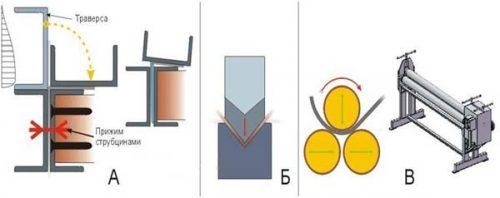
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 120. Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 90, но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
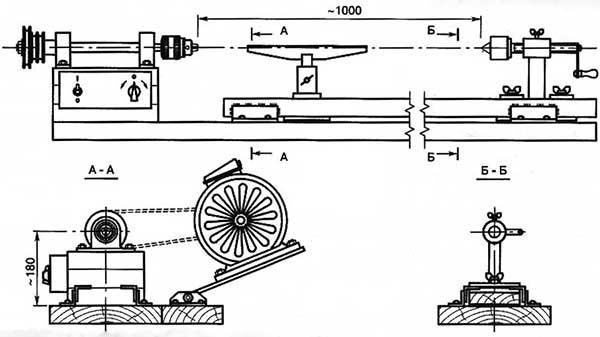
Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.