Обозначения и таблицы для конической резьбы
Содержание:
- Коническая резьба NPT
- Схема и технические характеристики
- Главные отличия от резьбы BSP
- Виды дюймовых резьб
- Размеры
- Обозначение резьбы трубной конической на чертеже гост
- Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
- Способы нарезки резьбы
- Полезные советы
- ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60 град
Коническая резьба NPT
Основные параметры конической резьбы NPT и ее применениеДанную резьбу считают американским стандартом на конусную трубную резьбу, с которой отечественные потребители сталкиваются при приобретении арматурных сантехнических изделий и труб производства США. Существуют две конфигурации конической резьбы класса NPT, это наружная и внутренняя. Трубный штуцер с данной резьбой производится в форме суженного конуса, благодаря чему происходит обеспечение повышенной прочности при соединении трубопроводных элементов. Конусный угол наклона имеет конусность 1:16, профильный угол, с вершиной в 60 градусов и теоретической высотой — Н=0,866025Р. Имеется соответствие резьбы NPT ГОСТу 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов.
Телефон для связи : WhatsApp.
Коническая резьба бывает двух типов размерности в виде дюймовой и метрической, исходя из которой есть отличия в обозначениях соединений на чертежах или схемах.
Аббревиатуру NPT-E используют, когда одна из трубных сторон с нарезанным конусом является метрической. Дополнительную аббревиатуру не используют, если соединяемые стороны дюймовые.
Резьба NPT бывает стандартных размеров — 1/16 — 24 и соответствует пропускному диаметру трубы.
Основное применение данная резьба нашла в отраслях машино и станкостроения, в газовой и нефтяной промышленности, в системах гидравлики и пр. Резьба пригодна для соединений, требующих наличия повышенной герметичности, работающих при сильном давлении циркулирующей среды по трубопроводам.
При помощи дюймовой конической резьбы соединяют элементы, входящие в трубопроводы, в том числе масляные и топливные. Метрическую коническую резьбу используют в системах трубопроводов, которые предназначаются для транспортировки различных жидкостей.
На какие детали нарезается коническая резьба NPT и где применяется?
данная резьба наносится на одну з сторон различных адаптеров и переходников, способствуя беспроблемному использованию труб со штуцером по американским стандартам. Для формирования резьбы используются резьборезные специальные станки.
К основному рабочему инструменту данного оборудования относится метчик, закрепленный на шпинделе, который вращается. Труба, подлежащая обработке, фиксируется в неподвижном состоянии на станочном столе.
Наружная резьба нарезается при помощи плашки.
Коническую резьбу нарезают на штуцера всех труб, предназначенных для создания различных инженерных коммуникаций. На одну сторону изделия нарезается внешний конус, а на другую внутренний.
Конические накатки по американскому стандарту, наносятся на детали, предназначенные для работ под высоким давлением.
К ним относятся детали для постройки маслопроводов, топливопроводов, предназначенных для летательных устройств и автомобилей.
Резьбу NPT достаточно часто наносят на трубные изделия с сужающимся к концу изделия профилем. Детали с конической резьбой применяются там, где требуется создание высокой герметичности.
Метрическая коническая резьба применяется, когда изготавливают тонкостенные резьбовые детали, служащие для регулировки и подверженные динамическим нагрузкам.
Дюймовую резьбу применяют, когда нужно заменить резьбовые детали на импортных и старых машинах, а метрическую для конических плотных соединений. Коническая резьба способствует герметичности в соединении резьбовых деталей.
+7 (495) 223-64-73 +7 (495) 726-11-08
Запросить звонок
Схема и технические характеристики
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.

Схема NPT резьбы
Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21.22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является метчик, который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.

Нарезка конической резьбы
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Далее выполняется проверка сформированной резьбы на предмет геометрической точности и при необходимости производится ее коррекция.
Главные отличия от резьбы BSP
В англоязычных странах, кроме уплотнений по стандарту NPT, используются также системы BSP (BSPP и BSPT), а также NPTF.
Они находят применение преимущественно в перерабатывающей промышленности и зависят от региона применения и величины давления, имеющегося в трубопроводе. Например, в бортовых системах давления чаще используют арматуру BSPP, в то время как во многих применениях нефтегазовой промышленности используются фитинги NPT. По своей эксплуатационной надёжности они практически не отличаются.
Соединения типа BSPT (перевод аббревиатуры — британская стандартная трубная резьба) внешне похожи на NPT, но обладают рядом существенных отличий. Угол наклона профиля (в направлении от корня до гребня, перпендикулярном боковым сторонам) составляет 55 градусов вместо 60 градусов, как для NPT. Другим важным отличием является то, что для многих размеров труб BSPT шаг отличается от NPT. Таким образом, труба NPT может быть вставлена в фитинг BSPT или наоборот, но не будет герметизироваться. Фитинги BSP популярны в Китае и Японии, но очень редко используются в Северной Америке (если, конечно, продукция не была импортирована). Для уплотнения охватывающего и охватываемого адаптеров резьбовой герметик должен отличаться особой надёжностью.
BSPP (британский аналог) наиболее популярен в Великобритании, Европе, Азии, Австралии, Новой Зеландии и Южной Африке. Такой коннектор имеет параллельную резьбу, в котором для герметизации используется уплотнительное кольцо. Такое кольцо устанавливается между буртиком на охватывающем фитинге и лицевой стороной охватываемого фитинга, после чего сжимается по месту. Применяемые для контроля качества уплотнения манометры в случае BSPP имеют увеличенные присоединительные размеры и используют медную шайбу. Она зажимается между нижней частью охватываемого фитинга и нижней частью отверстия BSPP, образуя герметичное уплотнение. Здесь для формирования уплотнения резьбовой герметик не требуется.
Резьба системы NPTF — что это такое? В трубопроводах, которые изготовлены в США или Канаде и рассчитаны на прокачку жидких нефтепродуктов, резьбовые конические стыки оформляются по стандарту NPTF, технические требования к которому регламентируются нормами ANSI B1.20.3.
Совместимость систем NPT и NPTF неполная, что объясняется несовпадением диаметров, а также в разными профилями корня и гребня нитей (для NPTF они меньше). Корни NPTF сконструированы так, чтобы создать механическое сопротивление гребню сопряженной резьбы на прямом участке, чем обеспечивается механическое уплотнение стыка. Резьба при этом деформируется, таким образом, соединение по существу является одноразовым.
В связи с этим изменяется последовательность проверки качества уплотнения. При использовании NPT для проверки размера требуются только одна калибр-пробка для внутренней резьбы и одно тонкое кольцо — для внешней. Резьба NTPF потребует дополнительные резьбовые соединения в сборе, диаметры которых проверяются с помощью специальной пробки или кольцевых манометров.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Размеры
Для рассматриваемого типа соединений используют дюймовую и метрическую размерности. Причем во втором случае один из элементов все равно выполнен в дюймовой размерности, а второй – в метрической системе. В первом случае оба элемента дюймовые. На основе этого применяются различные обозначения: для дюймового варианта используется стандартная аббревиатура, а для метрического – NPT-E. Метрическую размерность используют для нарезки резьбы при производстве адаптеров и переходников цилиндрической и конической конфигураций с разных сторон.
Конусность равна 1:16, величина угла составляет 3°34’48». Размеры резьбы NPT составляют 1/16 — 24 дюйма. Причем нужно учитывать, что для данных соединений отражают пропускной диаметр, а не наружный.
Схемы в ГОСТ отражают два значения длины: рабочей и расстояния между торцом и профилем. Также приводится три значения диаметра: наружный, внутренний и промежуточный. Их обозначают как d, d1 и d2 соответственно. Причем для наружной резьбы используются строчные буквы, для внутренней – заглавные. Шаг витков обозначают P.
Например, для NPT 1/4 рабочая длина и расстояние между торцом и плоскостью составляют 9,5 и 4,06 мм. Внешний, пропускной и промежуточный диаметры равны 1,358, 1,131 и 1,245 см соответственно. Частота витков– 18 на дюйм. Для NPT 1/2 рабочая длина и расстояние от торца до плоскости равны 13,5 и 8,13 мм. Значения наружного, пропускного и промежуточного диаметров – 2,122, 1,832 и 1,978 см соответственно. Частота витков — 14 на дюйм. Для NPT 1/8 рабочая длина и расстояние от плоскости до торца составляют 7 и 4,57 мм. Внешний, пропускной и промежуточный диаметры равны 1,027, 0,877 и 0,952 см соответственно. Данная резьба имеет 27 витков на дюйм. Для NPT 3/4 рабочая длина и расстояние от плоскости до торца составляют 14 и 8,61 мм. Наружный, пропускной и промежуточный диаметры равны 2,657, 2,367 и 2,512 см соответственно. Частота витков – 14 на дюйм.
Для всех вариантов рассматриваемых соединений угол вершины профиля равен 60°. Его высота — 0,86 мм. Шаг для варианта 1/8 равен 0,907, для 1/4 — 1,337, для 1/2 и 3/4 — 1,814 мм. Причем существует взаимосвязь между частотой витков и шагом профиля. Так, для шага 0,907 частота витков равна 28 на дюйм, для 1,337 – 19, для 1,814 – 14.
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
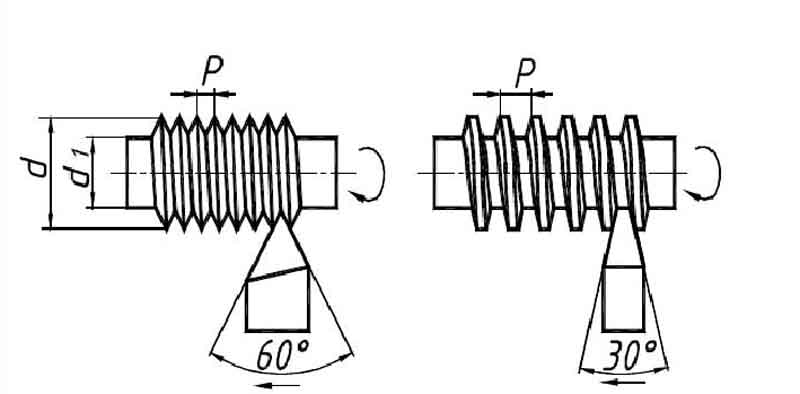
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Способы нарезки резьбы
Резьбовой сгон на внутренней или наружной части трубы (или муфты) можно нарезать несколькими способами, а именно:
- Накаткой резьбы в процессе изготовления трубы.
- Нарезанием резьбы с помощью метчика и плашки.
- Нарезанием резьбы на токарно-винторезном станке.
 Первый способ — накатка резьбы на трубу – практикуется при изготовлении водогазопроводных труб, стандартизированных ГОСТ 3262-75. Такие изделия с диаметром от 10 до 65 миллиметров поступают на сборочные площадки с уже готовой резьбой, которая формируется в процессе изготовления трубы. Причем в шаг резьбы соответствует 11 или 14 ниткам в дюймовом формате.
Первый способ — накатка резьбы на трубу – практикуется при изготовлении водогазопроводных труб, стандартизированных ГОСТ 3262-75. Такие изделия с диаметром от 10 до 65 миллиметров поступают на сборочные площадки с уже готовой резьбой, которая формируется в процессе изготовления трубы. Причем в шаг резьбы соответствует 11 или 14 ниткам в дюймовом формате.
Помимо водогазопроводного варианта существует еще и пластиковая труба обсадная с резьбой, диаметром в 125 миллиметров. В этом случае резьбовой сгон на трубе формируется в процессе экструзии размягченного поливинилхлорида сквозь специальную форму. Причем указанное изделие используется только для армирования шахты скважины под питьевую воду. Ну а параметры типоразмеров таких изделий регламентируют отраслевые стандарты предприятий выпускающих подобные трубы, заглушки для труб, резьбовые фитинги и прочую атрибутику для трубопроводов.
Второй способ – нарезание резьбы с помощью плашки и метчика – практикуется в процессе стыковки торцов трубопровода на резьбовую муфту. Причем данный вариант предполагает, что диаметр стыкуемых труб не превысит 6 дюймов (163,83 миллиметра по наружному габариту). Методика нарезание резьбы плашкой очень проста: вы обездвиживайте трубу, надеваете на нее плашку и, зафиксировав режущий инструмент в плашкодержателе, навинчиваете его на тело трубы. Причем данную операцию следует выполнять за два прохода, используя то черновую, то чистовую плашки.
Методика нарезания внутренней резьбы метчиком выглядит еще проще: вы просто вставляете хвостовик режущего инструмента в патрон сверлильного станка и ввинчиваете метчик в заготовку, не забывая охлаждать место обработки. Как и в случае с плашкой, нарезание резьбы метчиком предполагает использование чернового и чистового метчиков. Первый режет профиль резьбовой канавки, второй – калибрует геометрию резьбы.
Третий способ – нарезание резьбы на специальных станках – предполагает размещение трубчатой заготовки в патроне и последующее нарезание резьбовой канавки особым резцом. При этом станок работает в специальном режиме, при котором синхронизированы продольная и поперечная подачи суппорта.
В итоге, самым быстрым способом накатки является станочный (таким образом можно нарезать любую резьбу на любой трубе), а самым мобильным – вариант с плашкой и метчикам. Ведь эти инструменты можно использовать для того, чтобы нарезать резьбу даже на очень труднодоступном участке.
Полезные советы
Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника
Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60 град
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52*
Взамен ОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1?? | Размер в мм | |||||||
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l
1 |
l
2 |
d
2=D 2 |
d
=D |
d
1=D 1 |
dT | H |
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ? | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ? | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ? | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11? | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1? | 11? | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1? | 11? | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11? | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT
справочный.
3. Вместо резьбы 1/16?? допускается применять резьбу М6?1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l
2(расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеровl 1-l 2.
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3
4??К
3 4??ГОСТ 6111-52(Измененная редакция, Изм. № 2).
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Dl
2 (черт. 2) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl
2 (черт. 3) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l
1-l 2 должна быть не менее разности указанных в табл. 1 номинальных размеровl 1 иl 2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh
1 и dh 2 по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h
1=h 2=1/2H 1 |
dh
1=?h 2 |
| мм | ||
| 1/16 и 1/8?? | 0,3765 | -0,045 |
| 1/4 и 3/8?? | 0,5645 | -0,065 |
| 1/2 и ??? | 0,7255 | -0,085 |
| 1 — 2?? | 0,8835 | -0,085 |
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16 и 1/8?? | ±1° | +12? | -12? | ±0,02 | ±0,04 |
| -6? | +6? | ||||
| 1/4 — 2?? | ±45? | +10? | -10? | ||
| -5? | +5? |
(Измененная редакция, Изм. № 1, 2).