Как правильно провести заточку сверла по металлу
Содержание:
- Пора точить?..
- Преимущества использования специальных приспособлений
- Точильный круг или специальный станок?
- 6 Конструкция для подточки
- Рекомендуемые углы заточки
- Как выбрать ступенчатое сверло по металлу – основные технические характеристики
- Особенности использования конусных сверл
- Процесс заточки сверл по металлу
- Как заточить ступенчатое сверло своими руками
- Необходимые инструменты
Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
-
стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Точильный круг или специальный станок?
Процесс правильного затачивания сверл достаточно сложен и требует и профессиональных навыков и мастерства. Если выполнять сверлильные работы приходится довольно часто, лучше всего не полагаться на свое мастерство и качественность и точность выставленных углов на самодельных держателях, а приобрести специальный станочек для заточки сверл.
К сожалению не всегда можно заточить сверло, предназначенное для работ по металлу при помощи обычного точильного круга и подручных приспособлений. В некоторых случаях затачивание таких сверл можно выполнять, только используя станок. К таким случаям относят:
- работу c сверлами, предназначенными для выполнения операций сверления в глухих отверстиях;
- работу с универсальными сверлами, обладающими исключительной твердостью рабочей части и используемых для выполнения отверстий в деталях сделанных из особо прочных сплавов;
- работы связанные c подточкой наименьшей толщины в случаях, когда нужно выполнить сверление на большую глубину.
Такие станки имеют специфическое оборудование, которое делает возможным фиксирование сверла в любом требуемом положении. Применяя такой станок, можно будет затачивать любые, в том числе изготовленные из специальных твердых сплавов, сверла.
Сегодня в магазинах представлены разнообразные станки с разной функциональностью, разных размеров. Поэтому не сложно выбрать именно тот вариант, который в наилучшей степени будет отвечать индивидуальным запросам мастера. Можно также приобрести специальную насадку на электродрель для затачивания сверл. Мастера отзываются о таких насадках достаточно положительно.
Посмотреть как делают своими руками затачивание сверл, как проконтролировать правильность затачивания при помощи сверления, как самостоятельно сделать приспособление для затачивания в домашней мастерской можно в видеоролике.
6 Конструкция для подточки
Устройство для заточки можно соорудить самостоятельно. Прибор состоит из большого основания и небольшого элемента с углублениями для сверл различного диаметра.
Основание прибора, с помощью которого производится заточка спиральных сверл, может быть сооружено из строганных реек толщиной 3-4 см, к которым под углом 32° надо пришить планку из дерева со скошенной боковой частью под углом 27°. Эта планка будет ориентировать под необходимым углом державку со сверлом по отношению к кругу для шлифования. Державку можно соорудить из бруска, одну из частей которого надо скосить под углом 62°.
Произвести заточку сверла по металлу не очень сложно, однако мастер должен выполнять все действия сосредоточенно, иметь терпение и упорство. Если у мастера есть эти качества, то заточка сверл может быть выполнена без проблем. В противном случае рекомендуется производить действия под наблюдением высококвалифицированного специалиста.
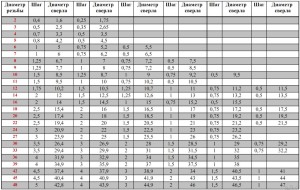
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Как выбрать ступенчатое сверло по металлу – основные технические характеристики
Поскольку данная продукция отличается своей высокой ценой, то перед выбором необходимо тщательно изучить основные технические характеристики, чтобы в магазине, где можно купить ступенчатое сверло по металлу, точно знать, что искать. ГОСТ определяет основные стандарты, согласно которым все свёрла должны быть изготовлены из легированной стали повышенной прочности и иметь следующие параметры:
- диаметр от 5 до 80 мм;
- длина конуса – 58-85 мм;
- диаметр хвостовика – 6-12 мм.
Это основные показатели, которые определены стандартами, но существует ряд параметров, позволяющих судить о качестве изделия.

Ярко золотистый оттенок – свидетельство напыления для повышения прочности
По окраске можно судить о качестве материала, из которого инструмент изготовлен, что позволит ещё на этапе приобретения отсеять брак.
- Серый оттенок, имеющий стальной отлив является свидетельством того, что сталь во время изготовления сверла не закаливалась. Это приведёт к снижению прочности сверла и быстрой его поломке.
- Чёрный цвет говорит о том, что сталь в процессе производства подвергалась обработке горячим паром, что повышает прочность.
- Золотистый оттенок означает, что при изготовлении использовался качественный металл, в котором были устранены остаточные напряжения. Подобные изделия отличает долговечность.

На любом режущем инструменте имеется маркировка, указывающая на тип стали и использованные добавки
Маркировка
Все представленные на рынке изделия имеют специальную маркировку, которая определят тип стали, используемой при производстве конкретного продукта. К числу наиболее качественных образцов специалисты относят инструмент с маркером HSS. Подобные свёрла предназначены специально для обработки материалов на высокой скорости без деформации самой насадки при повышении температуры. Дополнительно в маркере проставляются буквенные обозначения состава сплава. (Co – кобальт, Ti – титан, N – азот, M – молибден).

Приобретение набора насадок позволит разнообразить сферу использования
Размер
Перед покупкой следует определиться, какие отверстия придётся сверлить, поскольку именно от этого будет зависеть размер приобретаемой насадки. Определить диаметр, который возможно получить посредством конкретного сверла можно из названия. Например, указание на этикетке «Сверло ступенчатое по металлу 4-32 мм» будет означать, что при помощи данной насадки получится высверлить отверстие от 4 до 32 мм соответственно.

О возможности заточки производитель сообщает на упаковке
Возможность заточки
Ещё одной характеристикой, которая определяет стоимость конечного продукта, является возможность самостоятельной заточки. Подобные изделия имеют более длительный срок эксплуатации, но стоят в среднем на треть дороже обычных.

Покупка продукции известного бренда – залог качества
Особенности использования конусных сверл

наличием режущих кромок
Среди других достоинств, которыми обладают подобного типа изделия, следует выделить скорость сверления. Это позволяет даже при работе с тонким листовым металлом обеспечить высокое качество кромки. Устройства конусного типа подходят для создания отверстий в разных материалах:
- металл;
- гипсокартон;
- дерево;
- пластик.
В конструкции имеется острый наконечник, который без особых усилий входит в металлическое изделие вне зависимости от степени плотности его структуры. Владельцу не придется прибегать к помощи центрирующего элемента, благодаря чему пользоваться таким инструментом довольно просто.
Именно с особенностями конструкции конусных изделий связан тот факт, что они избавляют от необходимости использовать угловую шлифовальную машинку и надфиль. Только этот один инструмент позволяет выполнять шлифовку готового отверстия.
У таких сверл имеются поступательные каналы, которым присущ особый размер, а плавный переход обычно находится в диапазоне 35-453. Благодаря этой особенности при создании такими сверлами отверстия в тонком металле можно повысить эффективность работы на 50%.
В дополнение к этому особое исполнение инструмента позволяет легче проникать вглубь обрабатываемого материала, что при этом позволяет входить этому устройству достаточно плавно.
Подобной насадкой можно оснащать сверлильные инструменты с автоматизированным и ручным приводом. Конусное приспособление отличается повышенной прочностью, что связано с наличием у них абразивного напыления.
В качестве материала для него может использоваться алмазная или титановая стружка. Именно они позволяют избегать частой заточки изделий при эксплуатации приспособления в условиях стандартных нагрузок.

Довольно актуальной при сверлении отверстий является проблема «рваных» отверстий, характеризующихся наличием разной формы. Наиболее простым решением подобной проблемы является использование именно ступенчатого сверла по металлу.
Если грамотно подойти к выбору диаметра приспособления, то у владельца будет возможность создать отверстие даже в том месте, где уже была предпринята попытка и закончилась неудачей.
По этой причине ступенчатое сверло может считаться универсальным приспособлением, наличие которого не помешает каждому работнику мастерской, монтажникам и домашним мастерам.
Процесс заточки сверл по металлу
Заточку сверла следует производить последовательным образом, сперва обрабатывая заднюю поверхность
Выполняется процедура максимально осторожно, несколькими приемами. Инструмент должен плотно прижиматься к точильному кругу
При коническом способе, особое значение стоит уделять величине затачиваемого угла, он не должен изменяться.
Если получиться, то можно постараться выдержать форму на заднем основании приспособления, которая была обеспечена в процессе заводского производства инструмента. Это позволит сохранить задний угол на каждой из граней. В итоге задняя поверхность должна стать в форме правильного конуса, если смотреть на сверло с боковой стороны.
Затем выполняется обработка режущей части сверла. На этом этапе выдержка угла также должна быть максимально обеспечена. Окончательную доводку задних поверхностей выполняют только после этого этапа
Важно обращать внимание на перемычку, которая расположена на кончике инструмента. Если сверло обработано правильно, то ее размеры не должны превышать 0,4 мм, если диаметр сверла менее 8 мм. Необходимо следить за перемычкой, она располагается на самом кончике сверла
У более крупных приспособлений перемычка может достигать 1-1,5 мм
Необходимо следить за перемычкой, она располагается на самом кончике сверла. У более крупных приспособлений перемычка может достигать 1-1,5 мм.
Также во время рабочего процесса не должен происходить перегрев сверла, это может спровоцировать послабление стали. В результате произойдет размягчение металла и потеря твердости.

При ручном затачивании изделий важно придерживаться следующих правил:
- за один проход нужно снимать небольшой слой стали;
- заточка должна производиться на минимальной скорости вращения шлифовального круга;
- приспособление не должно перегреваться до такой степени, чтобы его невозможно было держать в руках.
Как заточить ступенчатое сверло своими руками
Длительное использование буравчика приводит к тому, что оно становится тупым. Это вызывает необходимость в обладании информации о том, как его правильно заточить. Несмотря на то, что это нелегкая процедура, при наличии достоверной информации и навыков все получится.
Процедура заточки конусного сверла требует соблюдения такой последовательности действий:
- закрепить буравчик при помощи тисков;
- установить на болгарке точильный круг;
- соблюдая аккуратность, заточить режущие стороны, которые подверглись повреждению.
Известно несколько вариантов заточки ступенчатого сверла. Например:
- Одноплоскостная. Посредством этого вида заточки выполняется заточка инструментов, толщина которых не превышает 3 мм. В процессе заточки рекомендуется приложить инструмент к заточному кругу, перемещая буравчик вдоль круга. Стоит отметить, что использование этого вида заточки может привести к небольшому повреждению режущей кромки сверла.
- Коническая. Рекомендуется применять для заточки буравчиков длиной от 3 мм и больше. В процессе работы рекомендуется легко прижать сверло к кругу и аккуратно перемещать его по рабочей поверхности.
- Доводка. Используется для исправления небольших погрешностей и неточностей, возникших после заточки. Для работы следует брать мягкий заточной камень.
Самостоятельная заточка ступенчатых буравчиков требует отличного освещения, зрения и аккуратности.
Необходимые инструменты
Любой из выбранных инструментов, включая снабжённые электродвигателем, должен точить стальные изделия (ножи, свёрла, ножницы и т. д.). Второе требование – удержание затачиваемого сверла в процессе. То, насколько быстро и эффективно заточится сверло, зависит от выставления требуемого угла стачивания лишнего слоя стали с кромок острия и скорости выталкивания изделия навстречу точильному кругу. Механизированные средства затачивания позволяют привести сверло диаметром 3-19 мм в рабочий вид за пару минут. Спиралевидные свёрла точатся на специальных или обычных станках с электромотором и простейшей системой подачи. Такой станок можно собрать самостоятельно в гаражных условиях – приобретать профессиональные станки незачем; нередко выправку сверлящего острия выправляют с помощью напильника, точильного камня или круга.
Болгарка
Мастеру потребуется, кроме самого электропривода, тиски, в которых зажимается обтачиваемое изделие.
Для обточки сверла болгаркой сделайте следующее:
- зажмите сверло в тисках вертикально;
- обточите тыльную грань, чтобы удалить следы износа;
- обточите рабочую кромку под углом в 120°.
Не держите сверло в обточке непрерывно более двух секунд. Короткие сеансы заключаются в снятии тонких, намного меньше 1 мм, слоёв сплава с рабочей грани. Сверло вновь готово к работе.
Точило
Болгарка отличается быстротой использования, мобильностью, но за обточку с её помощью мастер платит травмоопасностью. Даже надев на шлифмашинку защитный кожух, есть вероятность, что круг треснет, инструмент поведёт при коротком заклинивании на оборотах в тысячи оборотов в секунду. Точило снижает травмоопасность за счёт жёсткой фиксации самого станка. При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.
- Закрепите сверло в держателе и включите станок.
- Подводите режущие кромки к точильному кругу под углом в 120°.
- Если на сверле присутствуют насечки и выбоины – сточите их со всех сторон. Они нарушают центровку изделия и дрели, заставляя последнюю излишне вибрировать.
Насадка на дрель
Насадка на дрель позволяет обточить свёрла по металлу. Схема действий здесь следующая.
- Установите на дрель насадку-переходник под обычные свёрла. На простой электродрели она вряд ли потребуется.
- Установите в отверстие нужного диаметра сверло.
- Запустите дрель и обточите сверло с одной из сторон.
- Для обточки второй режущей грани поверните сверло другой стороной с того же конца.
Насадка на дрель даст заточить лишь немного затупленное сверло.
Но из-за сравнительной дешевизны – по сравнению с другими инструментами – обточка свёрл на насадке стоит недорого.
Напильник или надфиль
Напильник не приспособлен дл обработки быстрорежущей стали, отличающейся повышенной твёрдостью по сравнению с остальными сортами и марками сталей. Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.