Как новичкам правильно сваривать металл инвертором?
Содержание:
- Готовимся, приобретаем, запасаемся
- О технических приемах формирования шва
- Способы зажигания дуги
- Получение шва
- Советы начинающим сварщикам
- Технология сварочных работ
- Режим ручной дуговой сварки покрытыми электродами
- Как влияет на сварку прямая и обратная полярность
- Выбор угла наклона
- Как сила тока влияет на результат сварки
- Как варить шов
- Технология электросварки
- Как подобрать диаметр электрода
- Какие виды сварочных инструментов бывают
- Основы электросварки
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
О технических приемах формирования шва
Перед тем, как самостоятельно научиться варить электросваркой, следует освоить различные сварочные техники соединения металлических деталей. Грамотное поддержание и перемещение электрической дуги — залог качественного шва. Если дуга чересчур длинная, то металл окисляется и насыщаться азотом, разбрызгиваться каплями, и формировать пористую структуру.
Шов внахлест
Сварочная дуга перемещается поступательно, вдоль оси электрода. Таким образом поддерживается нужная длина дуги, на которую влияет скорость плавления электрода. Длина электрода уменьшается постепенно, так же, как между ним и сварочной ванной увеличивается расстояние. Чтобы это предотвратить, электрод полагается двигать вдоль оси, соблюдая синхронность его укорачивания и движение в направлении сварочной ванны.
Потолочный шов
Диаметр электрода зависит от толщина свариваемого сеталла
Еще одна разновидность валика именуется ниточной. Такой валик формируется в процессе перемещения электрода по оси свариваемого шва. Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Про ширину валика можно сказать, что она обычно на 2-3 мм превышает диаметр электрода. Таким образом получается достаточно узкий сварочный шов. Его прочность недостаточно высока для создания крепкой конструкции. Как это исправить? Достаточно при движении электрода вдоль оси сварочного шва совершать дополнительное перемещение его — поперек оси.
Тавровый шов (с односторонней разделкой)
Поперечное смещение электрода в процессе работы дает возможность получить достаточную ширину шва. Это делается возвратно-поступательными колебаниями электрода, ширина которых определяется для каждого конкретного случая индивидуально. Здесь нужно принимать в расчет положение шва, его размер, форму разделки, особенности материалов, а также список требований, выдвигаемых к конструкции. Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Сварочный шов с опиранием электрода
Формируется при достаточно сложных, тройных движениях электрода. Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Получение шва
Отрабатывать навыки этого непростого искусства рекомендуется на толстых кусках металла. При сваривании тонкостенных изделий слишком большая возможность их прожогов.
Чтобы овладеть техникой, как правильно работать сваркой, чтобы получить правильный шов, лучше вначале потренироваться на небольших кусочках ненужного металла. Такая практика позволит получить необходимые навыки того, как делать сварку, чтобы получить хороший результат.
Следует отработать навыки контроля расстояния между кончиком электрода и поверхностью изделия, слежения за состоянием сварной ванночки. Начинающий сварщик научится двигать электродом по выбранной им траектории. Для этого можно взять толстый кусок металла, нарисовать на нем мелом линию, символично изображающую шов, и совершать вдоль нее различные колебательные движения. Классификация швов разделяет их согласно тому, какое положение они занимают.
Сварка в каждой ситуации не будет одинаковой, а имеет свои собственные нюансы. Каждое из положений имеет свое обозначение. Понятие о том, как правильно сваривать, включает знание этих особенностей.
Самым трудным для выполнения является потолочное. Горизонтально расположенный шов находится наверху. Шов в горизонтальном направлении может располагаться в центре или любом другом положении вертикально поставленного изделия. При вертикальном положении и сами детали расположены вертикально.
Советы начинающим сварщикам
Сварщик с малым опытом часто задаётся вопросом о том, как правильно сваривать металл электросваркой. Общие советы по работе с инвертором и правила сварки металла электродом будут приведены в разделе ниже.
Сваривая металл инвертором, необходимо тщательно контролировать, чтобы сварной шов шёл вровень с металлом. Электродуга, проникающая в металл с интенсивной скоростью и достаточной глубиной, заставляет ванну двигаться назад и создаёт сварной шов, который способен стать дефективным, если скорость движения электрода будет слишком высока. Идеальный шов получится, если электрод будет совершать зигзагообразные и круговые колебания.
При изменении направления движения электрода следует помнить, что ванна следует за теплом. Формирование подреза происходит на фоне недостаточности металла электрода, поэтому стоит строго следить за границами ванны и контролировать их.
Располагая электрод под определённым углом можно управлять направлением движения ванны, при этом вертикальное положение электрода будет способствовать достаточному проплавлению. Ванна при таком положении будет вдавлена вниз и иметь хорошие границы, а шов будет иметь меньшую выпуклость. Слишком большой наклон электрода не позволит управлять ванной.
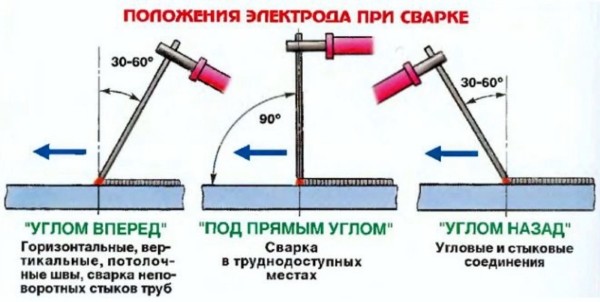
Положения электрода при сварке
Сварка инвертором также применима и при выполнении работ по свариванию труб
Сварка проходит в достаточно сложных условиях, поэтому необходимо большое внимание обращать на качество провара на поворотных стыках. Угол, равный 30º, является стандартным углом наклона электрода к поверхности трубы
На трубах из низколегированных сталей с сечением стенки до 12 мм шов будет однослойным. Для труб с большей толщиной стенки следует наложить повторный шов, за счёт чего общая прочность сварного шва повысится. После каждого нового наложения шва следует в обязательном порядке очистить затвердевший шлак. Трубы с диаметром до 0,5 м необходимо проваривать непрерывно.
Инвертор – простой сварочный аппарат, который идеально подойдёт начинающему сварщику для проведения сварочных работ в домашних условиях. При выборе инвертора необходимо полагаться на собственные нужды, и соответствие им выбираемого аппарата, таким образом обеспечивая свои потребности.
Технология сварочных работ
На сегодняшний день известны следующие разновидности электродуговой сварки:
-
Сварка неплавящимся электродом.
Вольфрамовый (или графитовый) стержень, используемый как электрод, не плавится, но поддерживает электрическую дугу. Наплавляемый металл подаётся в виде проволоки или прутка. Такой вид сварки может работать и без присадочного материала, в режиме паяльника.
-
Сварка под флюсом.
Электрод, создающий электрическую дугу, подаётся внутрь слоя флюса, которым покрыта деталь. Таким образом создаются условия для идеального соединения металлов, не подверженного разрушающему влиянию воздуха.
-
Полуавтоматическая дуговая сварка.
Роль электрода выполняет проволока из металла, к которой подаётся электрический ток. По мере её плавления происходит автоматическая подача (так, чтобы длинна дуги сохранялась постоянной). В тоже время к месту сварки нагнетается защитный газ — углекислый или аргон. В результате значительно повышается качество сварного шва.
В домашних условиях такие виды сварки практически не применяются. Поэтому перейдём к рассмотрению четвёртого вида сварочных работ — ручной электродуговой сварки.
Ручная дуговая сварка основана на применении специального электрода в обмазке
Электросварочные аппараты для ручной сварки разделяют на два типа — переменного тока и постоянного тока. Использование переменного тока позволяет конструировать приборы высокой производительности и мощности. Преимуществом постоянного тока, благодаря отсутствию смены полярности, является более ровный шов с меньшим количеством металлических брызг.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических деталей. Высокая температура (до 7000о С) расплавляет материал до жидкого состояния и происходит диффузия — смешивание на молекулярном уровне.
Принципиальным отличием сварки от склеивания является отсутствие вспомогательных материалов — соединяемые детали превращаются в монолитную конструкцию.
Поэтому нужно отчётливо понимать, что для правильного применения сварки использовать можно только однородные металлы. Нельзя приварить алюминий к железу или медь к нержавейке. Температура плавления у разных материалов различная, а создание сплавов не входит в круг возможностей сварочного оборудования.
Для сварки железных конструкций существуют различные сварные аппараты.
-
Трансформаторы. Служат для преобразования сетевого тока напряжением 220 В, в ток с параметрами необходимыми для создания высокотемпературной электрической дуги. Происходит это за счёт понижения напряжения (не более 70 В) и повышения силы тока (до тысяч ампер). Сегодня такие приборы постепенно уходят в прошлое, так как для бытового использования они слишком громоздки и потребляют большое количество электроэнергии. Кроме того, работа трансформатора не отличается стабильностью и негативно влияет на состояние сети в целом — при включении создаются перепады напряжения, страдает чувствительная бытовая техника. Бывают одно и трёх фазными.
-
Выпрямители.
Преобразуют переменный ток потребительской сети в постоянный. Принцип работы таких приборов основан на использовании выпрямляющих кремниевых диодов, которые также называются вентилями. Характерным отличием сварочного аппарата постоянного тока от сварочного переменного тока, является сильный нагрев электрода на плюсовом полюсе. Это даёт возможность контролировать процесс сварки: осуществлять «щадящую сварку», манипулируя настройками ощутимо экономить электроды при резке металла.
-
Инверторы.
Довольно долгое время (до 2000 г.) были недоступны для широкого применения в быту в силу высокой стоимости. Но в последствии приобрели большую популярность. Принцип действия инвертора состоит в преобразовании сетевого переменного тока в постоянный, а затем — снова в переменный, но уже высокочастотный ток. Отличие данной схемы от трансформаторной сварки в том, что дуга, полученная от преобразованного постоянного тока, более устойчивая.
Главным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также ощутимое снижение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавной регулировки выходящего тока, что заметно повысило КПД агрегата и обеспечило лёгкость зажигания дуги во время работы.
Но есть и недостатки:
- временные ограничения в использовании, что связано с нагревом электронной схемы преобразования;
- создание электромагнитного «шума», высокочастотных помех;
- негативное влияние влажности воздуха, что приводит к образованию конденсата внутри прибора.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
- величина сварочного тока;
- род и полярность сварочного тока;
- диаметр покрытого электрода;
- напряжение дуги;
- скорость сварки;
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
I = (35-45)*D
I — сварочный ток,
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Выбор угла наклона
Вести электрод необходимо под различными углами. Выбор нужного положения зависит от вида материала, расположения деталей в пространстве и толщины металла. К основным способам ведения сердечника относятся три метода.
Углом вперед
Сердечник в этом случае ведут под углом от 30 ° до 60 °. В этом положении электрода расплавленная обмазка образует шлак.
Он движется после сварочной ванночки и надежно прикрывает ее от вторжения вредных газов. Некоторое количество шлака, попадающее впереди шва, вытесняется расплавленным металлом по сторонам стыка.
Если впереди ванны образуется большое количества шлака, то наклон надо уменьшить. В редких случаях, можно доводить наклон до прямого угла. Это необходимо делать при сильном образовании шлака.
В этом случае он не успевает застывать и заливает ванну, гася сварочную дугу. Поэтому требуется проводить зажигание дуги под прямым углом, постепенно меняя его, добиваться нормального образования шлака.
Этот способ применяется при необходимости небольшой глубины разогрева основного металла, для сварки потолочных стыков, сваривания вертикального шва на швеллере, сварки труб с неповоротным стыком и для выполнения корневого шва на толстом металле заготовок.
Перпендикулярно
Постоянно держать электрод перпендикулярно к поверхности довольно сложно, поэтому способ требует достаточных навыков электросварщика.
Применяется для сварки в недоступных местах, отсутствии возможности наклонить электрод под другим углом. В этом случае можно добиться небольшого проплава металла деталей.
Углом назад
Сварка производится наклоненным электродом, аналогичным как при сварке «углом вперед», только угол отсчитывается в другую сторону. В этом случае шлак в расплавленном виде вытесняется из сварочной ванночки и находится сразу за нею.
Для различных электродов необходимо подобрать определенный угол, который будет обеспечивать оптимальный режим выполнения работ. Расплавленный шлак должен успевать проходить сразу за электродом и закрывать расплавленный металл, обеспечивая его равномерное остывание.
Применяется для выполнения первого (корневого) шва толстых деталей в вертикальном или нижнем положении стыка. Этот способ обеспечит надежное неразъемное соединение угловых положений стыка, сварке швеллера, соединении труб. Для более опытного электросварщика возможна сварка с очень малой сварочной дугой.
Независимо от выбора способа наклона электрода при сварке, следует поддерживать баланс положения . Он не должен быстро растекаться впереди шва, но и не должен сильно от него отставать.
В любом случае, правильно выбирать угол и стабильно держать электрод при электродуговой сварке можно только с опытом работ.
Как сила тока влияет на результат сварки
Только при условии оптимального соотношения силы тока и скорости электрода можно получить аккуратный, прочный и в меру выпуклый шов. Чем больше сила тока, тем глубже проплавляется металл и, соответственно, тем быстрее продвигается электрод.
Сила тока выставляется согласно таблице:
| Диаметр электрода в миллиметрах | Толщина свариваемого металла в миллиметрах | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5- 6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Заключение
Регулярно практикуясь, вы сможете отточить свои навыки сварки и овладеть инвертором. Вдвойне будет приятно осознать, что для того, чтобы заменить забор, сварить арку или осуществить какие-либо другие бытовые сварочные работы, не нужно вызывать мастера.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Как подобрать диаметр электрода
При подборе диаметра электрода нужно учитывать тот факт, что чем он толще, тем больше по величине токи способен выдерживать, а, соответственно, сваривать более массивные конструкции. Таблица 1 позволит подобрать оптимальный вариант.
Таблица 1. Зависимости толщины свариваемой стали от диаметра электрода и величин тока, на который он рассчитан.
|
Толщина стали, мм |
Диаметр электрода, мм |
Сила тока, А |
|
1,5 |
1,6 | 45-50 |
|
2 |
2-2,5 | 60-70 |
|
3 |
2,5-3 | 75-90 |
| 4-5 | 3,2-4 |
95-120 |
| 6-12 | 4-5 |
120-150 |
| Более 13 | 5 |
145-155 |
Для сварки следует использовать качественные электроды с неповреждённой оболочкой. Любые дефекты могут стать причиной создания некачественного шва.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.

Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.

Основы электросварки
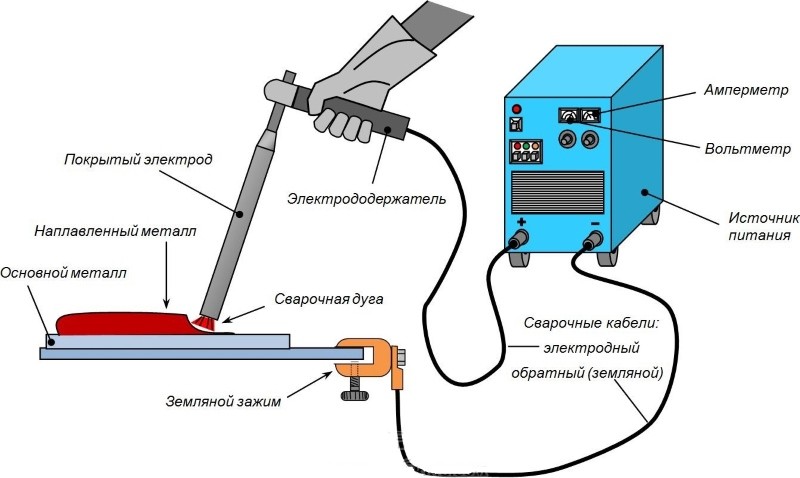
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).