Как научиться паять: пошаговая инструкция, особенности и рекомендации профессионалов
Содержание:
- Как паять ручным паяльником проводники схем?
- Как правильно паять паяльником с канифолью
- Расходники
- Как паять?
- Подготовительный этап
- Использование самодельного жала
- Краткая история пайки металлов
- Разогрев и выбор температуры
- Подготовка к процессу пайки
- Что представляет собой процесс спаивания
- Общие правила пайки
- Расходные материалы
- Лужение паяльника
- Паяльник – основной инструмент
Как паять ручным паяльником проводники схем?
Паяльная процедура, направленная на соединение проводов, несколько отличается от пайки на дорожках электронных плат.
Следует отметить: пайке оловянным припоем с применением канифоли и подобных флюсов подлежат только медные проводники или построенные на сплавах с большим содержанием меди.
Как паять ручным паяльником провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводника
Изначально требуется подготовить концы проводников под пайку – зачистить до характерного блеска и плотно скрутить (многожильные). Затем:
- Подготовленный конец проводника заводится вместе с жалом паяльника кратковременно в канифоль.
- Далее захватить жалом припой и нанести на зачищенный конец проводника, покрытый тонким слоем канифоли.
- Равномерно распределять жалом припой до полного захвата всей области конца проводника.
Выполняя последний пункт, следует контролировать процесс, чтобы не перегреть изоляцию провода.
Если изоляция начинает плавиться, следует отстранить паяльник на время и повторить лужение чуть позже. Проделать аналогичную процедуру с другим проводом. Затем наложить концы один на другой и залить припоем.
Также можно применить другой вариант:
- Зачистить концы проводников до блеска.
- Скрутить концы друг с другом.
- Обмакнуть коротко в расплавленную канифоль.
- Облудить и залить припоем.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.

Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.

В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.

Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.


Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.
Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.

Сплавы, используемые как припои:
- олово+свинец
- медь
- кадмий
- никель
- серебро и пр.

На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.


Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).

Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).

Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.

Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.

Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.
Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
С алюминием
Но необходимо знать не только, как паять правильно медные трубопроводы или проволоку
Критически важно знать особенности пайки с алюминием — эта процедура тоже встречается достаточно часто. Она весьма трудна, и велика опасность производственного брака
Только очень аккуратное выполнение работы позволяет избежать массы проблем. Типовые флюсы как для алюминия, так и для меди, тут не подойдут.
Справиться с работой как следует сможет только подготовленный специалист. Для этого понадобятся обязательно специализированные расходники. В ряде случаев вообще нужно применять стальные муфты (другие переходники малоэффективны). Идеальный, по мнению экспертов припой (Castolin192FBK), представляет собой пруток с флюсовой низкотемпературной сердцевиной. Малая текучесть позволяет закрывать даже большие отверстия и тому подобные изъяны.
Иногда применяют поверхностную пайку. Тогда требуется максимально нарастить величину контактной площадки между деталями и припоем. На алюминиевой стороне заготовки формируют воронковидный раструб, куда вводится трубка либо проволочка из меди. По краю воронки льют припой, насыщая весь раструб: чем больше глубина воронки, тем лучше.
С нержавеющей сталью
Свои особенности имеет и соединение меди с нержавейкой. В этом случае применимы положения ГОСТа 17349-79
Рассчитывать на простоту процедуры не приходится, и критически важно использовать специализированные припои. Отказаться от использования флюса невозможно
Обязательно придется проводить все положенные этапы обработки по полной программе, применять все вспомогательные материалы.
Особенно важен используемый инструмент. Мелкие детали можно соединить даже простым электрическим паяльником. Чаще, однако, используют горелки. Они позволяют работать быстрее, упреждая окисление флюса. Но надо будет внимательно смотреть, чтобы поверхность не была перегрета.
В качестве припоя можно воспользоваться латунью. Если нужны ответственные соединения, целесообразно применять более дорогой вариант — комбинацию олова с серебром. Некоторые люди применяют радиотехнический припой, но тогда результат не гарантирован. Остывать припой должен естественным образом
Важно: в процессе работы придется обеспечивать интенсивную вентиляцию
С железом
Спаять медь и листовое железо не так-то просто. Нагрев простой горелкой на пропане уже недостаточен. В качестве флюса подходит только бура. Идеальным припоем окажется латунь. Все прочие варианты не позволяют рассчитывать даже на приемлемый результат.
Подготовительный этап
 Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.
Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.
С точки зрения организации процесса, пайка металлов с использованием специальных припоев – это набор достаточно простых по своему содержанию операций. Однако, несмотря на кажущуюся лёгкость, правильно паять с первого раза сможет не каждый. При первом знакомстве возникают некоторые затруднения, связанные с отсутствием чёткого представления о том, что и в какой последовательности нужно делать.
Рекомендуется соблюдать определённые правила подготовки к проведению паяльных операций, суть которых сводится к следующему:
- необходимо правильно выбрать основной рабочий инструмент, которым предстоит паять;
- следует побеспокоиться об изготовлении удобной и функциональной подставки, подготовить место, где придется паять большую часть времени;
- обучающийся должен запастись подходящими расходными материалами, без которых не обходится ни одна подобная процедура (припой, жидкий или пастообразный флюс).

И, наконец, начинающий пользователь должен освоить основные технологические приёмы пайки, предполагающие определённую последовательность целенаправленных действий.
Паять можно электрическим паяльником, газовой горелкой или паяльной лампой. Платы, микросхемы принято паять специальными фенами, термостанциями, обеспечивающими равномерный разогрев. Выбор того или иного типа инструмента и подставки или держателя для него определяется температурными условиями, при которых предполагается проводить рабочие операции.
Следующее по порядку требование предполагает подготовку обязательных компонентов, позволяющих правильно спаять любое металлическое соединение. К ним принято относить различные виды припоя, флюсовые добавки и специальные жидкости для пайки, необходимые для улучшения её качества (канифоли и спиртовые составы для лужения).
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки. Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.

Самодельное жало
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.
Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.
Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.









Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
-
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
-
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- напильники;
- круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
-
Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
-
Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
-
Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
-
Для нержавейки используется ортофосфорная кислота.
-
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.
-
Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки

С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.

Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.

При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.

Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.
Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).


Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.

Для легкости понимания прилагаем фото-инструкцию, как правильно паять.

Общие правила пайки
На начальном этапе выполняется подготовка паяльника. Эта процедура включает в себя несколько этапов:
- Рабочая часть жала зачищается напильником с мелкой насечкой, после чего металл становится красноватого цвета, характерного для меди. Сама поверхность должна слегка блестеть. Одновременно жалу придается форма, необходимая для работы в данный момент.
- Инструмент подключается к сети и разогревается до нужной температуры.
- Далее жало подвергается лужению, после чего его покрывает тонкий слой олова. Вначале кончик опускается в канифоль, а затем по нему нужно провести припоем и равномерно распределить его, потерев о металлическую поверхность.
Во время работы слой олова обгорает и стирается, поэтому лужение проводится неоднократно с предварительной очисткой жала о наждачную шкурку. Если в инструменте установлен никелированный стержень, не подверженный обгоранию, то во время работы он очищается влажной тканью или специальной губкой.
Подготовленный паяльник нужно разогреть и выбрать подходящую температуру. Современные модели оборудуются терморегуляторами, позволяющими легко определять степень разогрева. При его отсутствии следует ориентироваться на состояние припоя и канифоли, которые должны плавиться через 1-2 секунды. От нагрева паяльника зависит прочность соединения. При недостаточной температуре припой не достигнет нужной кристаллизации, а его структура приобретет гранулированный или губчатый вид и контакт будет слабым.
Нормально разогретый паяльник переводит припой в текучее состояние, после чего можно начинать спаивать. Нужное количество берется на кончик жала и переносится на соединяемую деталь. Если используется проволока, то припой без переноса сразу же ложится на свое место. Таким же образом можно паять провода паяльником. Все операции выполняются максимально быстро и точно. Такой результат достигается регулярной работой с паяльником и отработкой всех движений.

Как научиться паять паяльником с нуля

Как правильно паять провода паяльником

Как паять алюминий в домашних условиях паяльником
Паяльник с регулировкой температуры

Как правильно паять многожильные и одножильные провода паяльником

Флюс для пайки
Расходные материалы
Их всего 2 – это флюс и припой.
Флюс обезжиривает поверхность и очищает ее от оксидов. В электронике применяется несколько его видов.
- Канифоль. Это очищенная сосновая смола. Хорошо себя зарекомендовала, но при нагревании выделяет сильный едкий запах.
- Паяльный жир. Он лишен этого недостатка и отлично очищает контакт от окислов.
- Кислота. Хорошо растворяет окислы, но после работы ее необходимо смывать водой. По этой причине применять кислоту для электроники нельзя.
Далее переходим к припоям.
- Чистые олово и свинец почти применяются редко. Олово дорогое, а свинец дает не очень прочный шов.
- Самый распространенный у радиолюбителей припой – ПОС-61. Он содержит 60% олова и 40% свинца, температура плавления – 183-230 градусов. Поставляется как в виде брусков, так и в виде тонкой проволоки (что более удобно).
- Сплав Розе. Он плавится при температуре 90-100 градусов и может быть полезен при демонтаже радиодеталей с печатных плат.
После того как все готово, переходим к работе.

Лужение паяльника
Что такое лужение паяльника? Это когда на жало паяльника наносится припой, который покрывает медное основание жала для того, чтобы оно не сгорало при работе паяльника и было способно отдавать припой.
Медные жала
Лужение нужно делать только в том случае, если жало медное.
Медные жала перед нагревом зачищают либо надфилем либо наждачной, чтобы удалить старые окислы и выгоревшую поверхность.
Далее, медное жало паяльника окунают в припой с добавлением канифоли (или флюса) и таким образом паяльник залуживается и становится пригодным к работе.
Необгораемые вечные жала
Если у вас «вечное жало» с покрытием — его нет нужды залуживать как медное.

Главное правильно с ним обращаться, вовремя чистить и не делать грубых ошибок.
Медные жала хоть и обладают лучшей теплопроводностью, но со временем, они начинают терять форму и выгорать. А вот «вечные жала» имеют покрытие, которое защищает металлическое основании жала от деформации и выгорания.
Преимущества у вечного жала очевидны, но не все даже опытные радиолюбители хотят работать с ними.
Что нельзя делать с вечными жалами
Например, категорически нельзя необгораемые жала чистить от нагара надфилями или наждачками.
Да, вы удалите частично нагар от воздуха и старого припоя, но вы повредите покрытие жала. И со временем, оно будет хуже принимать припой, а то и вообще покроется полностью черными окислами.
Как подготовить паяльник к работе
Итак, чтобы правильно подготовить паяльник с вечным жалом нужна губка для снятия припоя.

Или подойдет хб тряпка смоченная водой.
А также подойдет обычная вата, свернутая в комочек. Она хорошо убирает припой. И это все что нужно, если на паяльнике мало нагара.
Включите паяльник или станцию в сеть и дождитесь нагрева жала.
Если на жале есть старый припой — уберите его при помощи влажной губки или тряпки.
Причем убирайте не долго, а быстро, всего за пару движений. И сразу же наносите свежий припой на чистое жало.
Спешка связана с тем, что поверхность жала быстро покрывается окислами из-за воздуха под воздействием высокой температуры нагревателя.
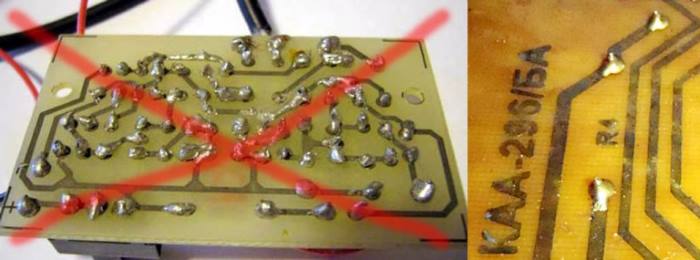
На фото вы можете увидеть маленькую черную точку на поверхности жала.
Это первые окислы, которые постепенно перейдут в большие черные пятна, к которым не будет липнуть припой.
Поэтому, не медлите и сразу же добавьте припой на паяльник.
Если вы используете новое жало, то оно сразу начнет обгорать, поэтому сразу добавляйте свежий припой на жало.
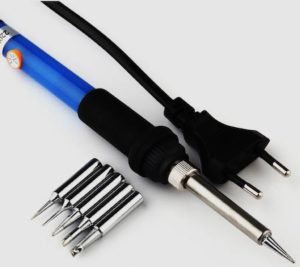
Паяльник – основной инструмент
Основным инструментом, без которого невозможно соединить детали и провода, является паяльник. Существует множество конструкций с различными техническими характеристиками, поэтому выбор нужного изделия будет непростой задачей для новичка.
Данные инструменты отличаются мощностью, в них устанавливаются керамические или спиральные нагреватели. Первые разогреваются очень быстро, но требуют максимума аккуратности, поскольку даже незначительные удары приводят к поломке и выходу из строя. Во втором случае паяльники разогреваются дольше, но отличаются большей практичностью и повышенным сроком эксплуатации. Любые из этих модификаций используются при решении задачи, как паять паяльником с оловом и канифолью.
Большинство известных паяльников по своей мощности разделяются на следующие категории:
- От 3 до 10 ватт. Применяются для работы с наиболее мелкими микросхемами.
- От 20 до 40 ватт. Используются радиолюбителями и для бытовых целей.
- От 60 до 100 ватт. Позволяют соединять толстые провода и конструкции средних размеров.
- От 100 до 250 ватт. При помощи этих паяльников соединяются массивные и крупногабаритные металлические детали.
Размеры паяльника зависят от его мощности: чем он мощнее – тем габаритнее. Поэтому для выполнения разных работ опытные мастера приобретают устройства с разными параметрами. Те, кто постоянно занимается пайкой, вместо паяльника используют паяльную станцию. Она имеет возможность точно регулировать диапазон нагрева и поддерживать постоянную температуру жала.
В комплект станции входит специальная подставка для инструмента и ванночка для чистящей губки. Подобные устройства требуют знаний и практических навыков, но они же и обеспечивают высококачественную скоростную пайку. Работа с обычным паяльником не требует столь качественного обучения.
При выборе паяльника нужно обращать внимание на форму жала. Она может быть в виде конуса, лопатки, иглы и т.д
То есть, каждый выбирает ту конфигурацию, к которой привык. Существуют инструменты с набором сменных насадок, облегчающих выполнение конкретной работы. В процессе эксплуатации они постепенно изнашиваются, поэтому рекомендуется выбирать жала с повышенной термической устойчивостью.