Учебный курс «электросварщик-аргонщик»
Содержание:
- Виды сварочных швов
- Некоторые нюансы сварки
- Как получить правильный сварочный шов?
- Выбор модели
- Принцип работы устройства
- Приступим к сварке
- Как правильно варить сварочным аппаратом- полуавтоматом
- Теория для начинающих сварщиков
- О технических приемах формирования шва
- Технические параметры
- Техника ручной дуговой сварки. Как правильно варить сваркой
- Плюсы и минусы оборудования
- Видео
- Работа полуавтоматическим сварочным аппаратом
- Конструкция инвертора для сварки
- Технология точечной сварки
Виды сварочных швов
По расположению различают вертикальные, горизонтальные, нижние и потолочные швы. Самым простым является нижний шов, потолочный – самый сложный. На видео показано, как варить металл горизонтальными и вертикальными швами.
По приложенным усилиям различают прерывистые и непрерывные швы. Прерывание шва разрешено в местах, где соединения не требуют высокой плотности.
Вольфрамовые электроды для сварки
По форме
- вогнутые,
- выпуклые,
- нормальные.
Форма зависит от применяемого электрода и особенностей свариваемых конструкций.
По типу соединений
- угловые – применяются для соединений деталей внахлестку, торцевых и с накладками;
- стыковые – без нахлеста.
В представленном видео можно посмотреть, как варить металл внахлест и без него.
Некоторые нюансы сварки
Чтобы у шва были минимальные дефекты и правильно варить инверторным сварочным аппаратом, необходимо располагать линию ванны ниже, чем находится поверхность свариваемого металла. Если проникновение дуги в металлическую деталь является глубоким, то она проталкивает ванну назад, тем самым происходит образование шва. Поэтому при выполнении работ необходимо наблюдать за тем, чтобы образуемый шов был вровень с металлом.
Само движение электрода по шву может быть различным. Надежный и идеальный шов может образоваться при выполнении круговых или зигзагообразных движений. При выполнении круговых движений необходимо внимательно контролировать то, как формируется шов, чтобы ванна была равномерно распределена по кругу. При движении электрода зигзагом нужно внимательно смотреть за тем, чтобы шов начинал образовываться с одного края ванны, затем – на ее верху, после этого – на другом конце. При этом все должно происходить равномерно.
Для бытовых нужд вполне достаточно владеть техникой сплошного шва валиком.
Прорез металлической детали происходит тогда, когда электрода не хватает, для того чтобы полностью заполнить сварную ванну при поперечном движении. Контроль наружных границ ванны позволит избежать образования бокового прореза. Для того чтобы регулировать ванну, используют силу дуги, которая расположена между свариваемой поверхностью и электродом. Инверторный сварочный аппарат позволяет контролировать ее плавно и постоянно.
Кроме того, если изменить угол наклона электрода к поверхности, можно изменить размер ванны. То есть при максимально вертикальном расположении электрода образуется тем не менее выпуклый шов. Это связано с тем, что при таком расположении все необходимое тепло находится непосредственно под ним.
Значит, ванна целиком направлена вниз, вокруг металл хорошо проплавлен. Если наклонить электрод, то вся температура направлена назад, тем самым приподнимая металл и образуя шов.
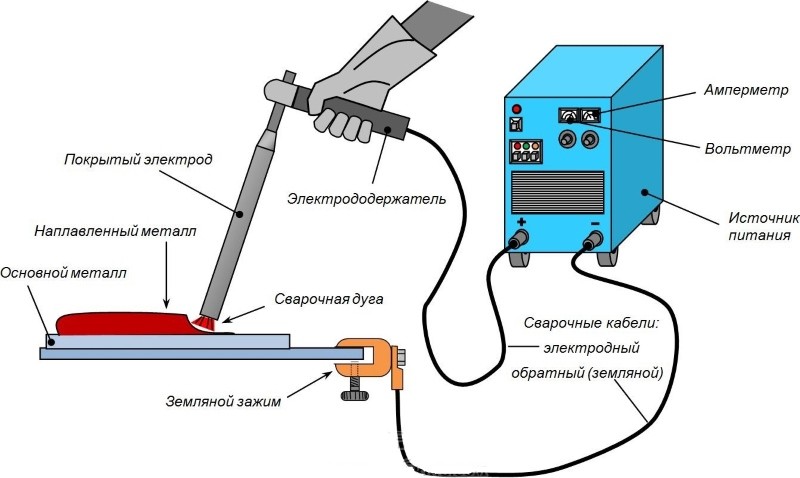
Практически для всех ремонтных работ необходимо использование сварочного аппарата. От качества выполнения сварочных работ зависит надежность соединений и срок эксплуатации металлических предметов.
При проведении сварочных работ обязательно использование защитной маски
Для того чтобы выполнять сварку своими руками правильно, необходимо иметь четкое представление о процессе, порядке действий и технике безопасности (пользоваться защитными приспособлениями). Также новичку следует начинать обучение с теории – использовать самоучитель или видео инструкции. С помощью видео можно научиться варить металл новичку.
Этапы подготовки перед работой:
- изучение требований техники безопасности, инструкций к электроинструменту;
- подготовка рабочего места (необходимо убрать легковоспламеняющиеся предметы, открыть окна, удалить посторонние вещи с проходов);
- проверить работоспособность, и оставить предметы пожаротушения в непосредственной близости к рабочему месту.
Для безопасного проведения работ своими руками необходимо приобрести защитную маску, одежду, перчатки и другие защитные средства. Правильно подобранная маска должна закрывать лицо и шею, а защитная одежда закрывать кожные покровы полностью.
Как получить правильный сварочный шов?
Современные сварочные аппараты позволяют положить шов в разных направлениях: от себя, на себя, слева направо — как вам удобно. Единственное исключение — вертикальные детали, когда движение нужно вести снизу-вверх.
Технологический процесс сварки
Важный момент — перемещайте электрод медленно, примерно под углом 30-60 градусов, при этом стараемся выдерживать расстояние примерно 2-3 мм от поверхности. В процессе движения электрода металл плавится и образуется так называемая «сварочная ванна» — залог качественного сварочного шва. Сам шов должен получится крепким с характерными волнами, образованными наплавленным металлом.
После сварки сделайте зачистку сварочного шва и проверьте, нет ли пропусков в местах движения электрода.
Получение углового шва
Учитывайте, что процесс сварки электрод может полностью выгореть. В этом случае временно прекращаем работу, даже если шов полностью не сформирован, и меняем расходник.
Сварку можно считать успешной, если получен ровный выпуклый шов
В противном случае, если на шве видны явные дефекты, стоит обратить внимание на скорость ведения электрода, не была ли она слишком быстрой или, наоборот, медленной, а также на угол электрода к поверхности (помним, примерно 30-60 градусов).
Узнайте, как правильно варить сварочным аппаратом
Не переживайте, если в первый раз не удалось получить качественный шов. Главное, ты знаешь, как пользоваться сварочным аппаратом, и можешь применить полученные знания на практике, все остальное — дело опыта
В следующей статье мы поговорим про комплектацию сварочного аппарата — набор инструментов, необходимых для комфортной и безопасной работы.
Для комфортной и безопасной работы тебе не обойтись без специальных инструментов.
В следующей статье — «Комплектация сварочного аппарата» — мы разберемся, какие инструменты входят в базовый набор сварщика.
Перейти
Выбор модели
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
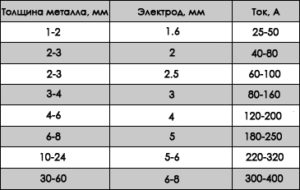
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм. Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет. Но варить под дождем запрещено!
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме»
Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность. Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом.
Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Важным моментом является возможность инверторной схемы обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Принцип работы инвертора для сварки.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
https://www.youtube.com/watch?v=DqRvaDfc7xE
Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
https://youtube.com/watch?v=oq4n4lVxi88
Как правильно варить сварочным аппаратом- полуавтоматом
- 1. Подсоедините заземленную клемму к свариваемому металлу.
- 2. Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- 3. Подключите аппарат и включите его.
- 4. Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- 5. Держите защитную маску перед глазами.
- 6. Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- 7. Если дуга производит шум и оставляет сгустки на конце проволоки – скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- 8. Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.
Аппарат может быть настроен на разный выходной ток мощности(выражаемый в %).
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
как подключить сварочный аппарат;
как приварить нержавку к стали;
как варить тонкий металл к толстому;
приваривание гаражных петель;
как варить (распространенные вопросы);
Теория для начинающих сварщиков
Сварку инвертором следует выполнять с учётом ряда правил:
нужно использовать электроды с подходящей маркировкой для сварки металла определённого состава;
Универсальные электроды с рутиловым покрытием
- инвертор должен обеспечивать рабочие режимы с требуемыми токовыми параметрами, указанными в документации на электроды;
- сварочный шов формируют восьмёрками, начинают снизу и ведут вверх на расстояние не более 1 мм;
- полностью создавать сварной шов не надо, на первичном этапе требуется делать несколько точек-прихваток, так как в результате нагрева металл начинает расширяться и детали может повести;
- образуемый шлак обязательно удаляется, так как под ним могут скрываться не проваренные места;
- все найденные пустоты проварить заново;
- при проведении сварных работ обязательно нужно придерживаться правил техники безопасности.
О технических приемах формирования шва
Перед тем, как самостоятельно научиться варить электросваркой, следует освоить различные сварочные техники соединения металлических деталей. Грамотное поддержание и перемещение электрической дуги — залог качественного шва. Если дуга чересчур длинная, то металл окисляется и насыщаться азотом, разбрызгиваться каплями, и формировать пористую структуру.
Шов внахлест
Сварочная дуга перемещается поступательно, вдоль оси электрода. Таким образом поддерживается нужная длина дуги, на которую влияет скорость плавления электрода. Длина электрода уменьшается постепенно, так же, как между ним и сварочной ванной увеличивается расстояние. Чтобы это предотвратить, электрод полагается двигать вдоль оси, соблюдая синхронность его укорачивания и движение в направлении сварочной ванны.
Потолочный шов
Диаметр электрода зависит от толщина свариваемого сеталла
Еще одна разновидность валика именуется ниточной. Такой валик формируется в процессе перемещения электрода по оси свариваемого шва. Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Про ширину валика можно сказать, что она обычно на 2-3 мм превышает диаметр электрода. Таким образом получается достаточно узкий сварочный шов. Его прочность недостаточно высока для создания крепкой конструкции. Как это исправить? Достаточно при движении электрода вдоль оси сварочного шва совершать дополнительное перемещение его — поперек оси.
Тавровый шов (с односторонней разделкой)
Поперечное смещение электрода в процессе работы дает возможность получить достаточную ширину шва. Это делается возвратно-поступательными колебаниями электрода, ширина которых определяется для каждого конкретного случая индивидуально. Здесь нужно принимать в расчет положение шва, его размер, форму разделки, особенности материалов, а также список требований, выдвигаемых к конструкции. Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Сварочный шов с опиранием электрода
Формируется при достаточно сложных, тройных движениях электрода. Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
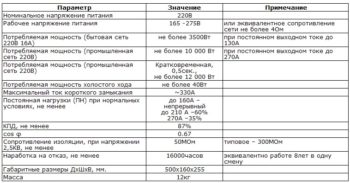
Характеристики сварочного инвертора.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие виды сварки:
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» – автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
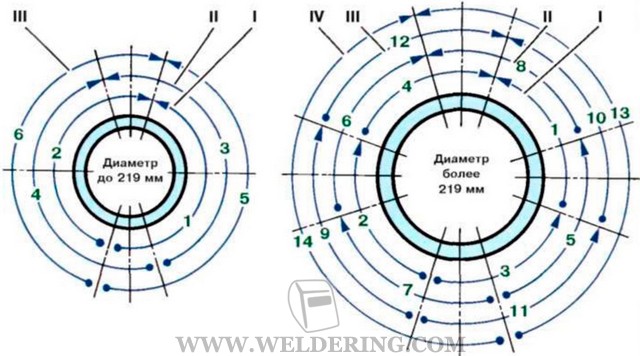
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Плюсы и минусы оборудования
К преимуществам выпрямителей относятся:
- высокая мощность при компактных размерах;
- способность выработки тока с постоянными параметрами;
- подача однополярного заряда на электрод, способствующая быстрому появлению дуги;
- экономный расход электрической энергии;
- сниженный риск случайного возгорания;
- возможность контроля качества шва на этапе его формирования;
- расширение функциональности оборудования;
- сниженный расход присадочной проволоки (экономия становится ощутимой при использовании выпрямителя в промышленных условиях).
Вместе с положительными качествами устройства имеют и отрицательные стороны, к которым относятся:
- потеря мощности;
- ухудшение качества работы аппарата при снижении напряжения в сети;
- неустойчивость к воздействию влаги;
- чувствительность к коротким замыканиям в питающей сети.

Качество шва.
Видео
Сварка своими руками требует знаний теории и практических навыков. Научиться варить металл можно самостоятельно. После нескольких тренировок уже возможно выполнять швы высокого качества. При выполнении сварки всегда необходимо придерживаться инструкций по эксплуатации и правил техники безопасности.
Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что перед началом работы надо надеть спецодежду, а именно:
замшевые и (или) брезентовые перчатки; фартук или халат; ; кирзовые ботинки.
Светофильтр для маски подбирается индивидуально для каждого человека, в зависимости от чувствительности глаз к свету, толщины электрода и мощности тока. Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Работа полуавтоматическим сварочным аппаратом
Схема устройства полуавтоматического сварочного аппарата.
Для работы с полуавтоматическим аппаратом сварки необходимы немного другие навыки и опыт, но есть и общие требования.
- Как и с аппаратом со штучными элементами, обрабатываемые металлические элементы нуждаются в заземлении, для этого к ним так же подсоединяется зажим.
- Подстраивая регулятор режимов, настройте скорость подачи проволоки и мощность агрегата, исходя из параметров самой проволоки и металлических элементов.
- Подключите сварочный аппарат.
- Вставленную проволоку настройте так, чтобы она выступала не более чем на 3 мм за грань держака. Или попросту обрежьте лишнюю длину.
- Если вы надели на себя соответствующую робу и маску, то приступайте к работе.
- Запустите аппарат и двигайте появившейся электродугой по нужному вам месту ровно и на одном расстоянии.
- Если электрическая дуга излишне шумит и на конце проволоки образуются плавленые комки, то это значит, что вы неправильно отрегулировали скорость подачи проволоки, необходимо ее увеличить. А если шум дуги прерывистый, металл разлетается раскаленными каплями, то это показатель, наоборот, слишком высокой скорости подачи, необходимо подрегулировать ее в сторону уменьшения. Показателем нормальной скорости движения проволоки является ровный и постоянный звук работы дуги, с небольшими потрескиваниями. Проверьте и место сварочного шва, если он пористый и рыхлый, то необходимо добавить подачу газа.
По таблице, расположенной на корпусе устройства, регулируется мощность подачи тока, сверьтесь с ней и выберите нужные вам параметры. Мощность показана в процентном выражении работы устройства в рамках 10-минутного цикла сварки. То есть, если стоит уровень в 70%, то это значит, что вы можете работать 7 минут, а 3 минуты аппарат должен остывать.
Если нагрузки на аппарат будут очень высокими, выше указанного цикла, то он будет нагреваться, и через какое-то время автоматическая защита отключит устройство. После этого вам придется сделать перерыв, пока все составные части устройства не остынут до безопасного уровня. Хотя лучше не доводить до самоотключения от перегрева, этим вы наносите вред прибору.
Не забудьте после окончания сварки исследовать шов, насколько он ровен, плотен, нет ли разрывов и пористости. Обстучите его слегка молотком для удаления шлаков и зачистите его металлической щеткой.
https://moyakovka.ru/youtu.be/iIFsWWGCmJo
Вот и все основные секреты сварки.
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.
Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием)
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным
Сварочная дуга
Технология точечной сварки
Многие интересуются, как сделать точечную сварку в домашних условиях? Но перед тем как начинать ее самостоятельное изготовление стоит изучить особенности проведения сварочного процесса. Технология состоит из нескольких этапов, каждый из которых осуществляется с соблюдением важных требований и правил.

Точечная контактная сварка проволоки и других металлических изделий проводится в несколько этапов:
- На начальном этапе требуется провести подготовку металлических поверхностей. Свариваемые элементы требуется очистить от лакокрасочных покрытий, а также материалов, которые могут затруднять проведение тока. После очистки материалы должны без напряжения плотно прижиматься друг к другу.
- Сжимание свариваемых элементов. При помощи привода клещей необходимо плотно сжать поверхности, произойдет их частичное деформирование. Это обязательное условие, он требуется для улучшения проводимости тока между контактами клещей.
- Нагревание свариваемых металлических элементов электрическим импульсом. Чем толще элементы, тем дольше требуется удерживать нагревание. Для работ может использоваться импульс с постоянной и с регулируемой (переменной) силой тока.
- В оборудовании с автоматическим управлением присутствует этап ослабления давления на детали — это необходимо для предотвращения выдавливания металла из расплавленного ядра. Если для сварки применяются ручные клещи с механическим управлением, то этот этап пропускается.
- Далее происходит отключение тока. Визуально момент отключения можно выявить по степени нагрева зоны между электродами. После того как металлическая структура становится красного цвета, необходимо отпустить ток.
- Прижим и проковка в период остывания металла. Данные действия требуются для формирования прочной структуры сварочной точки.
Важно! Настройки оборудования, которое используется для сварки, зависят от вида металла. На качество сварного шва влияют разные факторы — технология сварочного процесса, тип импульса, режимы сжатия элементов