Правильная пайка проводов паяльником
Содержание:
- Сварка
- Способы
- Какие существуют припои
- Как правильно паять паяльником с канифолью
- Выбор флюса и припоя для пайки проводов
- 4 Лужение провода – как это делается
- Как припаять провод к разным типам батареек
- Рекомендации
- Что понадобится для пайки проводов
- Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
- Преимущества и недостатки пайки
- Процесс пайки электропаяльником
- Как правильно паять?
- Пайка радиокомпонентов на плату
- Пайка проводов гирлянды и наушников без паяльника
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;
Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.
Фото — после зачистки
Способы
Основная причина поломки наушников — обрыв провода. Именно он не позволяет слушать музыку или пользоваться гарнитурой с микрофоном в штатном режиме. Обрыв может произойти в непосредственной близости к штекеру или в месте контакта с динамиком. Прежде чем паять наушники и соединять провода между собой, нужно найти место, где локализуется повреждённый участок.


Среди способов пайки наушников можно выделить следующие.
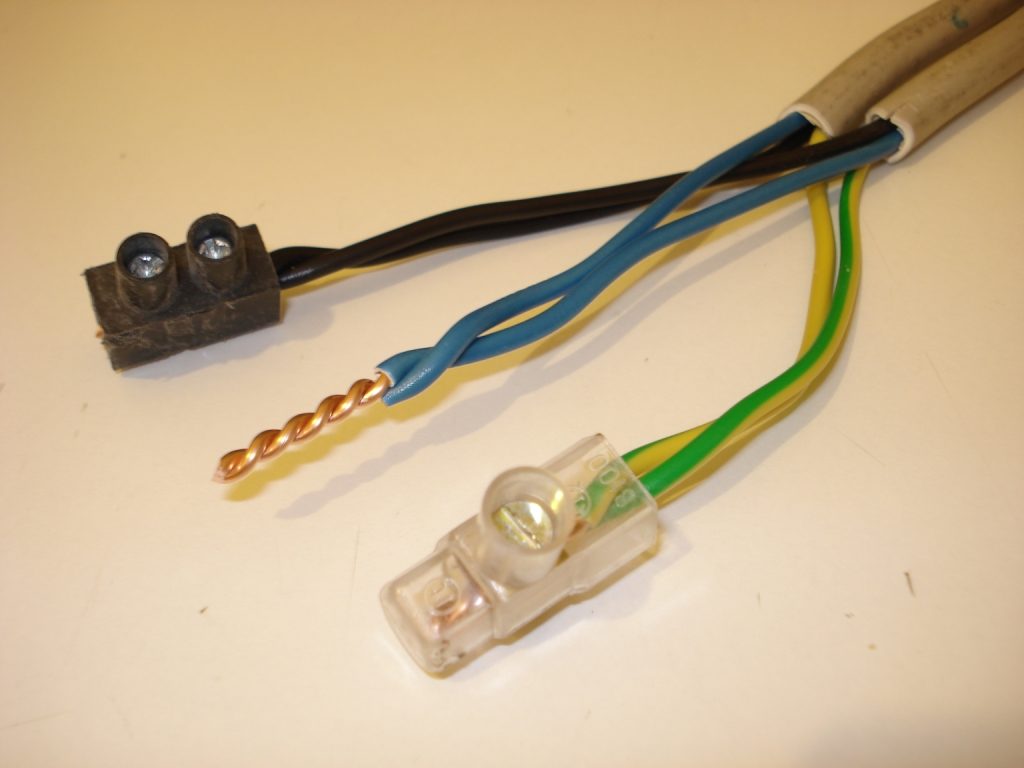
- Припоем и канифолью. Предварительное лужение удобно, если провода соединяются с контактными площадками. В этом случае обычно используется паяльник.
- Паяльной пастой. Она позволяет обеспечить надёжное соединение проводов, если место разрыва находится в середине соединительного кабеля. В этом случае перед пайкой элементы жилы скрепляются скруткой, покрываются паяльной пастой и прогреваются до расплавления состава.
Также вместо пасты может использоваться специальная фольга — плоский элемент, уже содержащий канифоль и припой. Такая лента наматывается на поверхность соединяемого участка и тоже прогревается, а затем изолируется.
Какие существуют припои
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
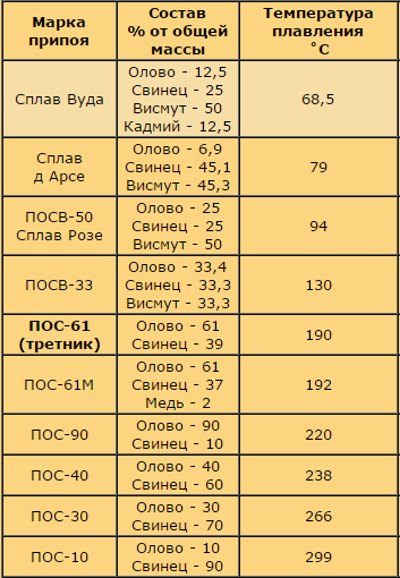
- Оловянно‑свинцовые. Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные, например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
- Высокотемпературные или твёрдые. Их температура плавления больше 350°C, поэтому они не применяются при работе электропаяльниками.Предназначены для пайки медных сплавов, серебра, стали. Дают очень высокую прочность соединения.
Представлены несколькими классами:
Медные (1083°C)
Медно‑цинковые или латунные (830~870°C)
Медно‑фосфористые (700~830°C)
Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Выбор флюса и припоя для пайки проводов
В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.
Храрактеристики припоев
Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям.
Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов – это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое.
Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки, в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же.
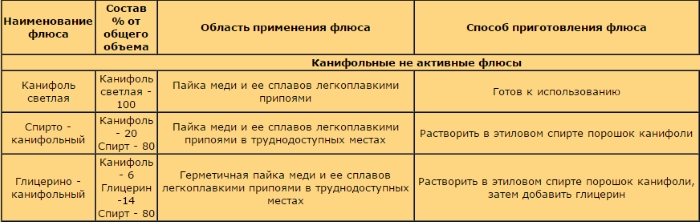
Флюсы на основе канифоли для пайки электрическим паяльником
Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные.
Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку.
4 Лужение провода – как это делается
Перед тем, как паять силовые провода, выполненные из меди, требуется удалить полиэтиленовую изоляцию на самом проводе. Результатом будут тонкие оголенные жилы, которые необходимо залудить. Многожильные проводники скручиваются, после чего происходит обработка флюсом. Дальше потребуется нанести небольшой слой нагретого припоя поверх флюса. Паяльник также нужно будет подвергнуть обработке, то есть окунуть его во флюс, а также в припой из олова. Здесь нельзя переусердствовать, припой должен покрывать наконечник жала очень тонким слоем.
В процессе лужения оголенные жилы тщательно прогреваются паяльником на канифоли
Сам же процесс лужения выполняется очень просто. Оголенные жилы кладутся на канифоль, после чего при помощи паяльника тщательно прогреваются. Далее жилы обрабатываются со всех сторон припоем. Стоит отметить, что припой должен располагаться на поверхности провода равномерным слоем. Для этого жилу следует постепенно прокручивать в руках во время выполнения лужения. В некоторых случаях, когда канифоли под рукой нет, можно постараться заменить ее при помощи кислоты, нанеся ее на оголенные жилы обычной кисточкой.
Указанный выше алгоритм действий применим для проводов с тонкими жилами. Если же у вас на руках провода большого сечения, то здесь все несколько проще. В целом процесс не отличается, разница лишь заключается в отсутствии необходимости скручивать жилы. Теперь можно переходить непосредственно к спаиванию медных проводов. Очень важный момент – электричество в квартире должно быть отключено. Паять медные жилы в распределительной коробке под напряжением смертельно опасно.
Как припаять провод к разным типам батареек
Несмотря на то что батарейки все вроде и похожи между собой, но в каждом конкретном случае имеются собственные тонкости по припаиванию.
Припаиваем к обычной батарейке
Как же припаять провод к полторавольтовой батарейке? Всё очень просто, если нужный инструмент лежит наготове. Для успеха нужно придерживаться следующей последовательности действий:
- Прежде чем включать паяльник, проверьте его жало. Если на нём имеется окалина, то её следует счистить. Это легко сделать наждачной бумагой либо напильником. Очищать нужно до тех пор, пока не засверкает металл.
- Подключаем паяльник к сети и кладём его на подставку. Нужно немного подождать, пока он нагреется. Проверить температуру можно по припою. Если на касание жала припой отвечает плавлением, то паять можно.
- Для того чтобы получить качественный припой, не будем ждать, пока нагревается паяльник, а возьмём да и обработаем место на батарейке, куда будет подпаян провод. Берём кисточку и обрабатываем. Это нужно для того, чтобы припой лучше держался, так как материал батарейки плохо приспособлен для подобных операций. Не стоит забывать про обработку кончиков проводов. Если кисточки нет, её может заменить любая спичка. Нам достаточно капнуть каплю кислоты, чтобы осуществить обработку.
- Как только нанесёте кислоту, возьмите горячий паяльник и капните припой на полюс. Аналогично делаем и с проводами.
- Если используете канифоль, то первым делом нужно пролудить поверхность, а провод зачистить от лака. Но можно гарантировать практически на сто процентов, что прочность пайки с канифолью намного хуже.
- Если не удалось найти кислоту, а в хозяйстве имеется только канифоль, батарейку нужно зачистить, канифоль будет играть роль флюса. Её следует нанести на поверхность элемента, после чего паяльником берём припой и места, где будут крепиться провода залуживаем. Не забудьте залудить и провод.
- Если правильно лудить, то на элементе питания будет образована довольно крепкая плёнка, на неё и следует паять.
- Провод нужно прижать к уже прошедшей обработку батарейке, после чего паяльником взять припой и провести пайку. Стараемся не шевелить проводом, чтобы он лежал неподвижно на своём месте, тогда получится накрепко припаять.
- После застывания припоя аналогично действуем и на другом полюсе элемента.
Теперь проводки надёжно припаяны.

Как припаять провод к «кроне»
Что делать, если нужно припаять к элементу «крона»? По сути, никаких отличий в процессе припаивания между обычной батарейкой и «кроной» нет. Различие лишь в том, что контакты «кроны» вынесены на верхнюю крышку и располагаются рядом друг с другом. Имеются следующие тонкости:
- Обрабатывать кислотой нужно противоположные контакты. На этих местах и будут припаяны провода.
- Если использовать канифоль, то лудить нужно противоположные стороны контактов. Почему именно так? Таким образом мы избежим возможность замыкания.
- Контакты «кроны» сделаны очень неудобными в плане пайки. В своей верхней части они расширяются, и чтобы хорошо пролудить и пропаять, необходим паяльник с очень тонким жалом.
Сам же процесс припаивания весьма прост. Кислотой нужно обработать сами контакты, а также провода, после чего прикладываем провод к контакту. Набрав на остриё паяльника припой, капаем его на провод и разглаживаем. Собственно, на этом всё.
Квадратные батарейки на 4,5 вольта
К данным элементам провода совсем легко припаивать. Их контакты довольно длинные и гибкие, что облегчает задачу по их лужению. Да и паять намного быстрее и проще. Главное — обеспечить неподвижность проводов в процессе.
Рекомендации
Некоторые полезные советы уже были даны, но хотелось бы остановиться на некоторых дополнительных рекомендациях. К примеру, какое количество припоя нужно, чтобы пайка прошла качественно. Здесь точно сказать невозможно, но если припоя будет мало, то его не хватит для покрытия всего стыка. Если его будет много, то пайка получится в виде капли, что тоже недопустимо, особенно в системе прокладки (в пучке).
То же самое относится и к температуре паяльника. Если она низкая или слишком высокая, то пайка получается неблестящей и рыхлой с низкими качественными показателями. Это в полной мере относится и к количеству канифоли и припоя. Если канифоли больше чем припоя, то первый будет кипеть и разбрызгиваться, что очень плохо для соседних соединений и контактов.
Если все вышеперечисленное будет в норме, то припой сам равномерно распределиться по соединению. Форма пайки и ее прочность как бы сама собой сформируется. И еще один момент: пайка медных проводов (качество) – это их подготовка, то есть, лужение. Без этого процесс соединения не провести, ведь соединить медные провода в чистом виде можно или клепанием, или сваркой.
Новичкам можно посоветовать в первую очередь определить, через какое время паяльник перегревается. Если это минут десять-пятнадцать, то лучше приобрести дополнительно трансформатор с плавной регулировкой напряжения или электронный терморегулятор. Кстати, определить, что кончик паяльника перегрелся, можно очень просто – припой слетел с кончика жала, которое почернело (окислилось). Конечно, можно и не покупать дополнительные приборы, тогда в процессе пайки инструмент придется периодически отключать от сети. Хотя этот метод не самый лучший, потому что контролировать температуру в такой ситуации практически невозможно.
И последний совет в нашей статье – никогда не охлаждайте место пайки искусственно. Охлаждение должно пройти естественным путем. Не стоит на соединение дуть или прикладывать к нему мокрые предметы.
Что понадобится для пайки проводов
Чтобы паять медные провода, не нужен активный флюс. Все что потребуется, так это иметь под рукой сосновую канифоль и оловянно-свинцовый припой. Для пайки медных и алюминиевых проводов необходим флюс с содержанием кислоты, то есть активный.
Активных флюсов существует большое разнообразие на сегодняшний день. Для пайки алюминия используются флюсы способные растворить оксидную плёнку. В первую очередь, это флюс Ф-64, Ф-54А, Ф-59А и Ф-61А. Все они активные и содержат в своём составе кислоты. Поэтому после пайки проводов, остатки флюса нужно смыть, используя обычную воду или растворители.
Также, чтобы паять провода, нужен будет электрический паяльник. Если жилы не толстые, до 4 мм², то паяльник нужен мощностью не более 60 Вт. При пайке толстых проводов, и особенно алюминиевых, мощность паяльника должна быть от 100 Вт и выше. Пайка алюминиевых проводов должна осуществляться при сильном разогреве припоя, поэтому мощность паяльного оборудования здесь важная составляющая.
Ну и кроме всего прочего, чтобы паять провода потребуется припой. В большинстве случаев нужен обычный оловянно-свинцовый припой. Например, такой, как ПОС-61 с 61% содержанием свинца. Данный припой используется для пайки медных и алюминиевых проводов, он имеет температуру расплавления чуть выше 100 градусов.
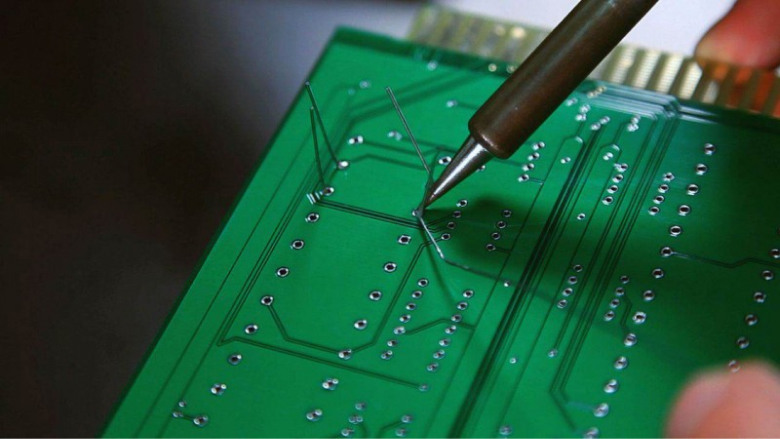
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
- стальная проволока (не менее 14 калибра)
- гвозди
- отвертка
- болты
- биты для мультитула
- арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Процесс пайки электропаяльником
Как паять провода, что для этого нужно сделать:
- Залудить паяльник. Для затачивания жала нужно использовать наждачную бумагу, которой работают до получения гладкой блестящей поверхности. После этого разогретое жало погружают в канифоль и припой. Наконечник прикладывают к деревянной дощечке. Манипуляции повторяют до тех пор, пока жало паяльника не приобретет серебристый цвет.
- Залудить провода. Их очищают от оплетки и покрывают канифолью, поверх накладывают наконечник паяльника. После оплавления флюса провод извлекают.
- Припаивать залуженные части. Жало прибора обрабатывается припоем, место пайки разогревается до нужной температуры. После покрытия проводов оловом избегают лишних движений. Для быстрого остывания используют вентилятор.
Особенности пайки при использовании флюса
Пайка деталей с применением флюса имеет следующие особенности:
- Температура плавления для канифоли должна быть более низкой, чем для припоя. Это условие считается обязательным для прочного сцепления деталей.
- Флюс не должен контактировать с расплавленным оловом. Каждое средство образовывает отдельное покрытие, обеспечивающее надежное соединение деталей.
- Канифоль следует равномерно распределять по поверхностям.
- Жидкий флюс должен смачивать все запаиваемые детали и обладать повышенной текучестью.
- Нужно выбирать средство, растворяющее и удаляющее появляющиеся на поверхностях пленки из неметаллических материалов.
- Нужно применять флюс, не вступающий в реакцию с соединяемыми материалами. Это помогает сохранить рабочие характеристики элементов.
Пайка многожильных проводов
Многих интересует вопрос, как правильно паять паяльником такие провода. Соединение выполняется следующим образом:
- провода очищаются от изоляции;
- оголенные жилы зачищаются до металлического блеска;
- места соединения обрабатываются припоем;
- детали скрепляются методом скрутки;
- место пайки зачищается наждачной бумагой (не должны оставаться заусенцы, нарушающие прочность крепления);
- соединение покрывается расплавленным припоем;
- место скрепления обматывается изолентой.
Можно ли паять медный провод с алюминиевым
Алюминиевые и медные проводники можно запаять. В таком случае применяют специальный припой для алюминия. Медный провод нужно качественно залудить. Этого достаточно для предупреждения химических реакций между медными проводами и алюминиевыми.
Как правильно паять?
Итак, паяльник вы залудили и подготовили к пайке. Теперь необходимо подготовить детали, которые вы будете спаивать между собой. В первую очередь детали необходимо очистить от загрязнений и обезжирить. Для этого подойдут разного рода очистители на основе изопропилового спирта или растворители. Если на деталях есть следы коррозии, то их также необходимо устранить – зависимо от характера поверхности это можно сделать механическим способом или при помощи специальной химии.
После того как поверхности очищены, можно приступать к их пайке. Детали необходимо надежно зафиксировать таким образом, чтобы они были недвижимы в процессе пайки. Для этого можно использовать ту же «третью руку». На поверхности, которые будут спаяны между собой, необходимо нанести флюс. Много его давать не нужно – главное полностью покрыть поверхности пайки. Берем припой и… тут возможны два варианта пайки:
- нанесение припоя на жало паяльника и перенос его в зону пайки;
- нанесение припоя непосредственно в зону пайки.
При нанесении припоя паяльником необходимо небольшое количество припоя расплавить на кончике жала. После этого жалом прижимаем детали в зоне пайки. В процессе пайки флюс будет испаряться, его остатки можно смывать или оставить – все зависит от того, какой флюс вы используете. Этот метод подходит для пайки мелких деталей.
При пайке другим способом – нанесением припоя непосредственно в зону пайки – необходимо паяльником прогреть детали до температуры пайки и сразу после этого подать в зону пайки припой. Расплавляясь, припой заполнит пространство между деталями пайки и обеспечит надежное соединение. Таким способом, как правило, паяют массивные детали и радиокомпоненты на платах.
В процессе пайки как одним, так и другим способом важно правильно подобрать температуру паяльника, поскольку от этого напрямую будет зависеть качество пайки. Припой в расплавленном виде должен иметь состояние близкое к жидкому
Наверняка все помнят фрагмент из фильма «Терминатор 2: Судный день» на металлургическом заводе, когда жидкий терминатор T-1000 восстановился из разогретых кусочков. Вспомнили? Так вот – консистенция припоя должна быть такой, как эти разогретые кусочки 🙂
Основные признаки того, что температура паяльника недостаточна:
- Припой после остывания становится матовым.
- Припой плохо растекается по поверхности.
- Припой после остывания имеет зернистую структуру.
В результате этого вы получите так называемую холодную пайку. Пайка чрезмерно нагретым паяльником тоже ни к чему хорошему не приведет – припой будет очень быстро окисляться и плохо лудиться. Как в первом, так и во втором случае вы получите в конечном результате соединение деталей, которое будет иметь плохую механическую прочность и со временем просто разрушится.
Как правило, температура паяльника подбирается индивидуально для каждого типа пайки. Вместе с этим, для большинства типов пайки припоями ПОС-60 идеальной является температура 240-300 °C – начинать необходимо от наименьшего значения и постепенно увеличивать её по мере необходимости. При правильно подобранной температуре в конечном результате у вас должно быть блестящее соединение.
Припоя не должно быть слишком много, но вместе с тем его должно быть достаточно для равномерного заполнения пространства между деталями. И главное – не держите долго паяльник в зоне пайки. Для того, чтобы припой расплавился и заполнил пространство между деталями, достаточно 3-4 секунд.
Итак, основные азы пайки мы с вами рассмотрели, а теперь пройдемся по наиболее распространенным применениям пайки в повседневной жизни.
Пайка радиокомпонентов на плату
Как паять провода вы уже знаете, поэтому переходим к более сложному – пайке радиокомпонентов на платах. Кто-то сталкивался с этим давно в школе на радиокружках, для кого-то это будет новый опыт. Рассмотрим (а некоторым напомним) нюансы пайки разного типа радиокомпонентов.
Пайка резисторов, конденсаторов и диодов с выводами
Технология пайки и выпайки такого типа радиокомпонентов не сложна, но требует слаженной работы паяльником с использованием вспомогательного ручного инструмента. Радиокомпоненты такого типа как правило имеют только два вывода, поэтому при выпайке необходимо по очереди прогревать паяльником припой на каждом из выводов и понемногу вытягивать компонент из посадочного места.
После того как компонент выпаян необходимо освободить отверстия на плате от остатков припоя. Это можно сделать при помощи паяльника и тонкого острого инструмента, например, при помощи обычной зубочистки.
Пайка нового элемента на плату происходит следующим образом:
- Наносим флюс на отверстия на плате.
- Вставляем выводы нового компонента в отверстия и пропаиваем их паяльником.
- Если выводы (ножки) компонента слишком длинные и сильно выступают из платы, обрезаем их кусачками.
- Смываем при необходимости остатки флюса.
Пайка SMD-компонентов
Пайка SMD-компонентов выполняется поверхностным монтажом на контакты на плате. На сегодня 90% пайки радиокомпонентов происходит именно таким образом. Как правило, для выпайки нерабочих радиокомпонентов используются специальные жала для SMD, но фактически такое жало можно изготовить самостоятельно. Для этого вам понадобится медный провод диаметром 1 мм. Его необходимо намотать несколько раз вокруг обычного жала паяльника как показано на фото.

Процесс пайки SMD-компонентов следующий:
- Наносим флюс на контакты SMD-компонента.
- Контакты прогреваем изготовленным жалом и пинцетом снимаем нерабочий элемент.
- Устанавливаем новый SMD-компонент.
- Придерживаем его пинцетом и припаиваем по очереди каждый контакт обычным жалом. Или же это все можно сделать за один раз нашим самодельным жалом для SMD-компонентов.
- Смываем остатки флюса при необходимости.
Ну что же, поздравляем! В первую очередь с тем, что вы дочитали эту статью до конца 😉 Также мы очень надеемся, что смогли помочь вам получить и освоить основные навыки пайки. Как мы говорили в начале статьи, пайка – это постоянная практика. Поэтому практикуйтесь, практикуйтесь и еще раз практикуйтесь! Главная цель этой статьи – сопроводить вас в увлекательный мир пайки и дать основу, а остальную информацию вы можете легко найти по запросу к «О, великому Гуглу» или в наших статьях и видео. Также будем рады проконсультировать вас по любым вопросам по подбору паяльного оборудования – вот контакты нашей технической поддержки.
Пайка проводов гирлянды и наушников без паяльника
На рынке радиотоваров практически все гирлянды и большинство наушников изготовлены в Китае. Китайские производители в своей борьбе за экономию материалов используют в продукции провода настолько тонкие, что припаять их друг к другу обычным паяльником довольно трудно.
Поэтому при выполнении ремонтных работ лучше обойтись вообще без паяльника. Зачищенные концы проводков скручивают в плотное соединение. Берут заострённый стержень из медной проволоки ø 1-2 мм. Скрутку покрывают паяльной пастой. Пруток прогревают свечой на расстоянии 3 см от кончика жала. Одновременно с этим жалом проводят по скрутке, получая качественную пайку. Это один из лучших методов, как припаять тонкие провода без паяльника.
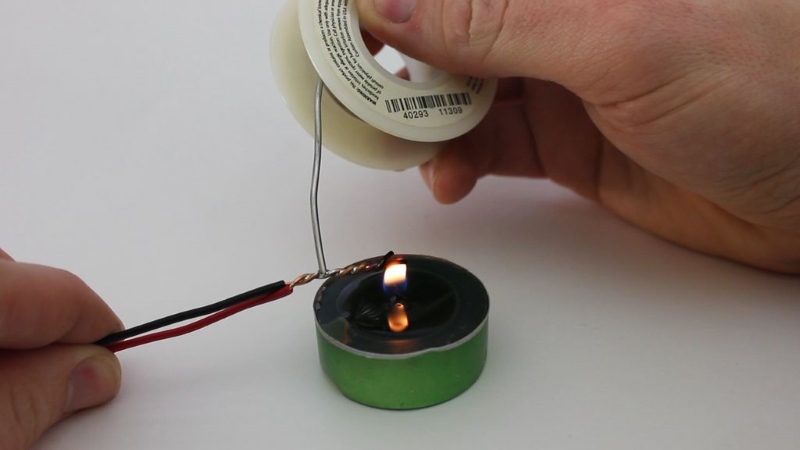 Пайка с помощью свечи
Пайка с помощью свечи
Существует ещё один остроумный способ пайки тонких проводов. В качестве паяльного стержня используют обычную канцелярскую скрепку. Её изгибают так, чтобы было удобно паять, удерживая пруток пассатижами.