Изготовление станка, предназначенного для гибки профильных труб
Содержание:
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
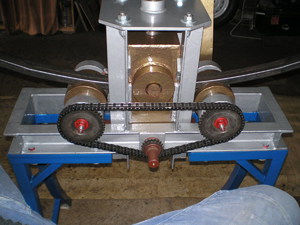
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
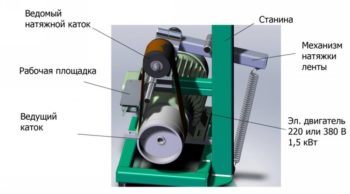
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Гибочный станок для профильных труб
Изгиб длинных профильных труб требует не только усилия для их деформации, но и механизма для протяжки деталей на нужное расстояние. Часто в конструкции самодельных гибочных станков используется не винт, а домкрат или лебёдка, а привод включает электродвигатель.
Инструменты и материалы
Для того чтобы приступить к работе, подготовьте такие детали и материалы:
- уголки для станины станка;
- круглые или профильные трубы для каркаса;
- рабочий и протяжные валы (ролики);
- домкрат;
- пружины;
- цепная передача;
- натяжитель;
- подшипниковые опоры в сборе с подшипниками;
- ручка;
- швеллер для крепления;
- болты и гайки.
В работе вам понадобится ручной и электрический слесарный инструмент:
- угловая шлифмашина (болгарка);
- сварочный аппарат;
- электрическая дрель и набор свёрл по металлу;
- молоток;
- комплект гаечных ключей;
- измерительный инструмент.
Не стоит пренебрегать средствами личной безопасности. При работе с болгаркой обязательно надо использовать защитный щиток или очки, а сварочные процессы проводить в плотной спецодежде и специальных перчатках. Следует помнить, что запрещается работать без сварочной маски и проводить электромонтажные мероприятия на мокрой поверхности и в дождь.
Инструкция по изготовлению гибочного станка
Разделение процесса изготовления трубогиба на несколько этапов поможет более чётко организовать работу.
-
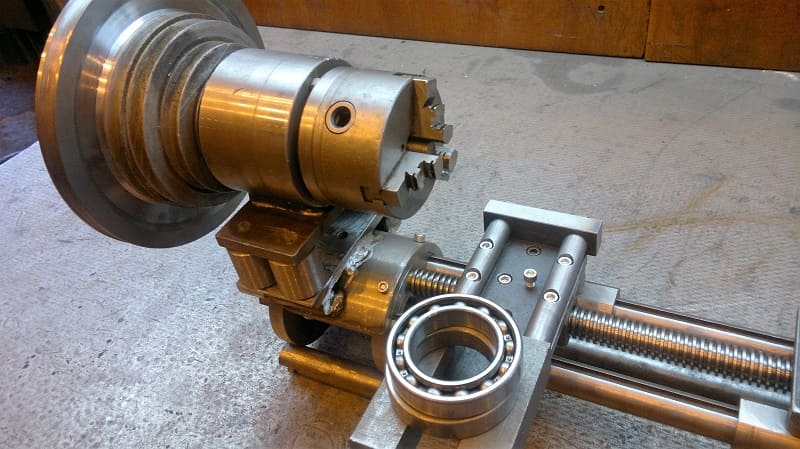
Изготовьте протяжные (опорные, приводные) и нажимной (рабочий) валы. При отсутствии навыков работы с токарным станком придётся обратиться к специалисту. Обязательно напомните токарю, чтобы он выточил ролики с хвостовиками для установки звёздочек. Лучше всего, если вы возьмёте эти детали с собой.
-
Закрепите на валах подшипниковые опоры и установите на шпонки ведущие шестерни.
-
Изготовьте с помощью сварочного аппарата каркас гибочного станка. Для этого сначала сделайте квадратную раму с опорными ножками, а затем смонтируйте на ней конструкцию, по которой будет перемещаться плита с нажимным роликом.
-
В качестве плиты используется стальной П или Н-образный швеллер. Для монтажа нажимного вала по краям плиты сверлят отверстия по присоединительным размерам подшипниковых опор.
-
Отрезок швеллера с роликом подвешивают к верхней части каркаса на четырёх пружинах, для чего по углам плиты и рамы приваривают гайки в качестве монтажных петель. После этого монтируют гидравлический домкрат.
-
Установите и прикрепите к нижней раме приводные валы. В профиле, на котором они устанавливаются, просверлите несколько отверстий для смещения роликов к центру. Это позволит более точно изменять радиус изгиба при необходимости.
-
На звёздочки смонтируйте цепь и нажмите на неё в самой нижней точке. Обозначьте место для монтажа натяжителя. Закрепите деталь на станине трубогиба.
-
Приделайте ручку для вращения валов гибочного станка.Желательно использовать ручку, на которой будет установлена вращающаяся трубка. Это облегчит работу со станком и убережёт руки от мозолей.
-
Чтобы уберечь конструкцию от воздействия влаги, профилегиб обрабатывают преобразователем ржавчины и красят.
После завершения работы приступают к испытаниям. Для этого металлический профиль укладывают на приводные валы и домкратом прижимают рабочий ролик к поверхности заготовки. Вращая ручку, валам придают ход, после чего металлопрофиль проходит между нижними и верхним валами и приобретает изогнутую форму. Станок испытывают на различных материалах, устанавливая различную степень нажатия верхнего вала. После этого делают заключение об особенностях эксплуатации трубогиба и его пригодности к работе.
Процесс сборки
Перед началом сборки настоятельно рекомендуется создать чертеж будущего устройства. Это значительно облегчит задачу. Хотя сегодня существует большое количество готовых чертежей, лучше будет, если мастер создаст его сам, с учетом собственных потребностей.
Весь процесс создания трубогиба для профильной трубы своими руками состоит из следующих этапов:
- Создание ролика и валов (в случае отсутствия должной квалификации лучше доверить это дело профессиональному токарю).
- Установка подшипников в обоймы.
- Определение расположения шпоночных канавок на валах.
- Просверливание отверстий в ограничительных насадках, нарезка резьбы, предназначенной для зажимных болтов.
- Создание площадки, на которую будет установлен прижимной ролик. В швеллере (если такового нет, подойдет толстая металлическая пластина) просверливается четыре отверстия (парных), за которые будут крепиться обоймы с подшипниками.
- Прикручивание прижимного вала.
- Приваривание к площадке проушины (используются гайки М8).
- Изготовление станины и опорных ног с применением сварочного аппарата.
- Подвешивание площадки, на которой установлен ролик, к станине при помощи пружин (использовать верхнюю поперечину станины).
- Просверливание отверстий в опорной раме. С их помощью будет обеспечиваться переменное расстояние между разными валами. В данном случае необходимо тщательно следить за расстоянием между отверстиями, поскольку в случае ошибки труба будет не только сгибаться, но и сжиматься.
- Установка опорных валов. Монтаж ведомой и ведущей звездочек, приводной цепи.
- Установка натяжителя, устранение провисания цепи.
- Создание ручки привода. В качестве исходного материала можно использовать стальной прут диаметром в двадцать миллиметров.
- Установка и фиксация домкрата на верхней площадке. Для фиксации можно использовать гайки и болты.

После сборки рекомендуется провести испытание, в ходе которого будут обнаружены ошибки сборки (если они были допущены). Для этого необходимо положить кусок профильной трубы на нижние валы, и прижать ее к ним домкратом. Далее необходимо привести устройство в действие при помощи вращения ручки.
Конструкция станка
одна и та же кинематическая схема
Особенностью самодельных станков является то, что при пользовании им довольно частыми является ситуации, когда обрабатываемые заготовки сплющиваются. Это приводит к возникновению на участке изгиба заломов. Заготовки, которые имеют подобные дефекты, уже не подходят для использования.
Однако в силах каждого избежать столь неприятных результатов. Добиться этого можно, если еще на начальном этапе будет отработана технология загиба на профильных трубах, имеющих различные сечения. Если опираться на практический опыт, то сегодня есть достаточно людей, которые заинтересованы в услугах по выгибанию профильной трубы. В первую очередь сюда следует отнести владельцев дач, которым часто приходится строить теплицы своими руками. Предоставлять подобную услугу можно лишь при условии, что предприниматель решит вопрос с главным компонентом, без которого невозможно оказывать их — купит станок для гибки труб.
Чтобы выбираемое оборудование наиболее эффективно решало задачу по гибке изделий, следует учитывать такие параметры:
- вариант исполнения, который может быть переносным или стационарным;
- управление, которое может быть автоматическим и ручным;
- тип привода, который бывает ручным и электрическим.
Если говорить о цене той или иной модели, то основное внимание следует уделять опциям, которые предусмотрены у выбираемого аппарата. Если покупатель не заинтересован в высокой точности изделий, то он вполне может ограничиться приобретением станка, имеющего простую конструкцию
Также здесь может быть и альтернатива — изготовление трубогиба своими руками.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Это интересно: Как пользоваться ареометром для электролита
Заключение
Станок для гибки профильных труб представляется эффективным устройством, с помощью которого можно быстро и без особых усилий придавать любым металлическим заготовкам требуемую форму. Причем для выполнения этой задачи необязательно приобретать готовый трубогиб. Обладая необходимыми навыками, подобный станок каждый владелец может изготовить своими руками. Имея под рукой чертежи каждого составного элемента, можно изготовить станок для гибки труб, который будет демонстрировать высокую производительность.
При этом нужно помнить о том, что трубогибочный станок требует особого внимания. Обслуживание является одним из важных мероприятий, правильное проведение которого обеспечит длительный срок службы станка. Для этого необходимо позаботиться о том, чтобы было сведено к минимуму взаимодействие трубогибочного оборудования с негативными факторами, которые могут уменьшить срок службы определенных рабочих узлов станка. Соблюдение подобных рекомендаций позволит трубогибочному станку на протяжении многих лет исправно выполнять свою функцию по деформации изделий из металла.