Гост 19258-73 стержни под нарезание метрической резьбы. диаметры
Содержание:
- Приспособления для формирования резьбы в изделии
- Как нарезать правильно
- Основные параметры
- Параметры и части метрической резьбы
- Резьба метрическая. Профиль.
- Применение метчика
- История
- Профиль метрической резьбы
- Технология нарезания внутренней резьбы
- Геометрические параметры
- Как нарезать правильно
- Резьба трубная коническая, R (BSPT)
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
-
керосин — для алюминия.
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°Скачать
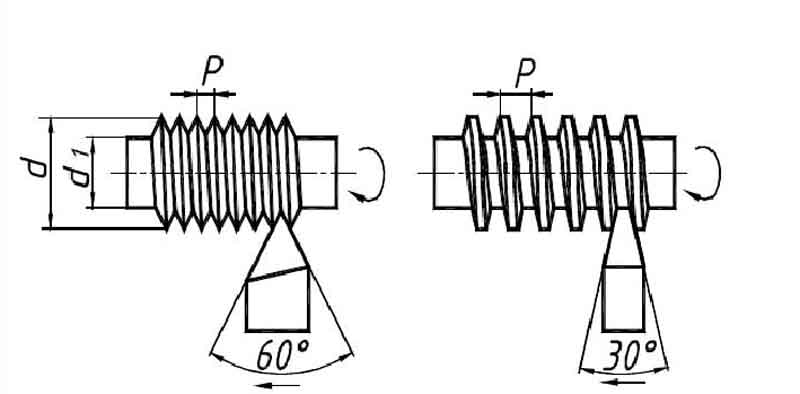
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
-
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
-
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
-
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
-
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
-
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
-
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
-
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
-
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.
d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
История
Схема «резьбового» сустава у жука тригоноптеруса Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 373 дня
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Профиль метрической резьбы
Для метрической резьбы характерен треугольный профиль. Его также называют крепежным.
Изображение №1: профиль метрической резьбы
Профиль метрической резьбы представляет собой равносторонний треугольник с углом 60°. Вершины и впадины могут быть острыми, срезанными и закругленными. Это зависит от заточки резьбонарезного инструмента и глубины обработки.
Профиль метрической резьбы имеет высоту H. Она определяется расстоянием от основания до вершины равностороннего треугольника.
Профиль метрической конической резьбы выглядит так.
Изображение №2: профиль метрической конической резьбы
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
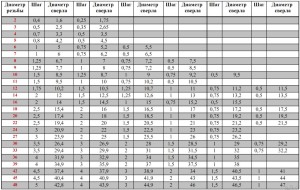
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P.
Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Резьба трубная коническая, R (BSPT)
Используется для организации трубных конических соединений, а также для соединения внутренней цилиндрической и наружной конической резьбы (ГОСТ 6357-81).Основана на BSW, имеет совместимость с BSP.
Уплотняющую функцию в соединениях с использованием BSPT выполняет сама резьба (за счет ее смятия в месте соединения при ввертывании штуцера). Поэтому применение BSPT всегда должно сопровождаться использованием герметика.
Данный вид резьбы характеризуется следующими параметрами:
- ГОСТ 6211-81 -Основные нормы взаимозаменяемости. Резьба трубная коническая.
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
обозначение по форме профиля – резьба дюймовая с конусностью (профиль в виде равнобедренного треугольника с углом при вершине 55 градусов, угол конуса φ=3°34′48″).
При обозначении используется буквенный индекс типа резьбы (Rдля наружной и Rcдля внутренней) и цифровой показатель номинального диаметра (например, R1 1 /4 – резьба трубная коническая с номинальным диаметром 1 1 /4). Для обозначения левой резьбы применяется индекс LH.
Параметры резьбы
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34′48″). Угол профиля при вершине 55°.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней (ГОСТ 6211-81
— Основные нормы взаимозаменяемости. Резьба трубная коническая.), числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резбы. Например, резьба с номинальным диаметром 1.1/4 — обозначается как R 1.1/4.
Таблица 3
Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы трубной конической (R), мм
| Обозначение размера резьбы | Шаг Р | Длина резьбы | Диаметр резьбы в основной плоскости | |||
| Рабочая | От торца трубы до основной плоскости | Наружный d=D | Средний d 2 =D 2 | Внутренний d 1 =D 1 | ||
| 1/16″ | 0,907 | 6,5 | 4,0 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 6,5 | 4,0 | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 9,7 | 6,0 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 10,1 | 6,4 | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 13,2 | 8,2 | 20,955 | 19,793 | 18,631 |
| 3/4″ | 14,5 | 19,5 | 26,441 | 25,279 | 24,117 | |
| 1″ | 2,309 | 16,8 | 10,4 | 33,249 | 31,770 | 30,291 |
| 1.1/4″ | 19,1 | 12,7 | 41,910 | 40,431 | 38,952 | |
| 1.1/2″ | 19,1 | 12,7 | 47,803 | 46,324 | 44,845 | |
| 2″ | 23,4 | 15,9 | 59,614 | 58,135 | 56,565 | |
| 2.1/2″ | 26,7 | 17,5 | 75,184 | 73,705 | 72,226 | |
| 3″ | 29,8 | 20,6 | 87,884 | 86,405 | 84,926 | |
| 3.1/2″ | 31,4 | 22,2 | 100,330 | 98,851 | 97,372 | |
| 4″ | 35,8 | 25,4 | 113,030 | 111,551 | 110,072 | |
| 5″ | 40,1 | 28,6 | 138,430 | 136,951 | 135,472 | |
| 6″ | 40,1 | 28,6 | 163,830 | 162,351 | 160,872 |
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.