Как резать оцинкованный лист своими руками
Содержание:
- Оригинальная форма для отливки
- Чем резать металл?
- Как производится распиливание металла
- Рекомендации специалистов по некоторым видам работ
- Механические варианты резки металла
- Условия кислородной резки
- Толщина
- Резка металла сваркой, сварочным аппаратом, прожиг
- Как работает плазменная сварка
- Виды лазерной резки
- Оборудование для продольной резки
- Виды плазменных резаков и их назначение
- Болгарка
- Пара слов о горелке
- Разделка лома непосредственно на демонтируемом объекте
- Резка металла электродуговой сваркой — принцип процесса
- Лобзик
- Особенности процесса резки
- Описание и особенности процесса
- Советы и нюансы
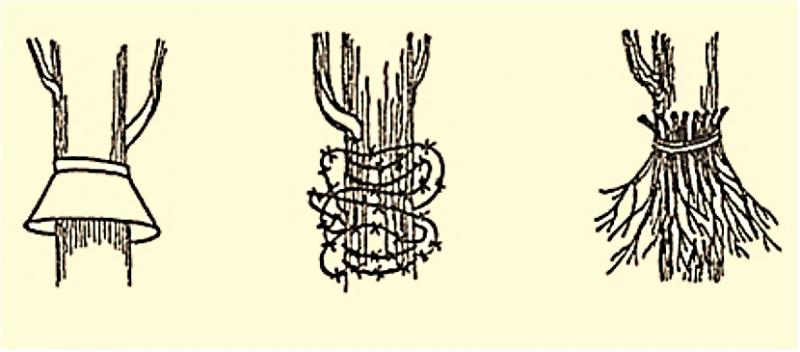
Оригинальная форма для отливки
Возвращаясь к полевым походным условиям, стоит упомянуть, что если с собой имеется аккуратная металлическая модель грузила, предварительно выточенная на токарном станке, и достаточно свинца, остается только найти подходящую форму. Такая форма имеется — природная, всегда под рукой, да еще и многоразовая. Картофельный клубень!
Нужно отобрать клубень побольше, с гарантированно достаточной толщиной стенок. Разрезать пополам и выбрать ножом с обеих половинок литейную полость. Затем окончательно обработать ее моделью грузила, разогретой до нужной температуры.
Но даже после такой обработки первая заливка формы должна выполняться очень осторожно, подачей небольших порций металла. Однако спустя несколько отливок стенки формы высушатся до такой степени, что выброс пара уже не грозит
, которое пригодится, если в месте ловли сильное течение. Для этого нужны отрезки упругой проволоки, которые вставляются в форму под разными углами. После застывания свинца для извлечения грузила форму придется разрезать. Длинные концы проволоки отрезаются или загибаются в разные стороны.
При наличии определенных материалов, в том числе и подручных, и некоторой смекалки, никакой сложности в том, чтобы изготовить приемлемое для донной ловли грузило, нет. Это можно делать как в домашних, так и в полевых условиях.
Чем резать металл?
Ручные инструменты для резки металла делятся на ножницы и ножовки.
Ножницы для резки металла
Ножницы предназначены для резки тонких листов металла толщиной до 1 мм, для более мягких металлов, например, алюминия – до 2,5 мм. Их конструкция вполне соответствует названию: две рукоятки на одном конце и два лезвия не другом. Для удобства при резании и приложении меньших усилий угол крепления лезвий равен 7-12 градусов. Сами лезвия имеют клиновидную форму и заточены под углом 65-80 градусов в зависимости от назначения: меньший угол для более мягкого металла, и наоборот.
По своей конструкции и назначению ножницы рознятся между собой. При этом можно выделить несколько их типов: пальцевые, стуловые, силовые, рычажные, для прямого и криволинейного реза.
Ножницы для прямого реза – самые простые в конструкции и предназначены для резки металла по прямой. Также их используют для вырезания криволинейных деталей большого диаметра. Если же рисунок детали сложный и имеет множество закруглений, для его резки используют ножницы для криволинейного реза. Их особенностью является криволинейная форма ножей.
Аналогом ножниц с криволинейными ножами являются пальцевые ножницы. Они также используются для резки сложных деталей и имеют острые и тонкие лезвия. В зависимости от их взаимного расположения они бывают правого и левого реза.
Для металлических листов большей толщины (до 3 мм) используются стуловые или кровельные ножницы. Их конструкция предусматривает изгиб на рукоятке, которым они крепятся к станку, что позволяет направлять усилие двух рук на вторую рукоять, увеличивая при этом эффективность резки.
Силовые ножницы являются разработкой Н.А. Васильева, в честь которого они и названы. Их более сложная конструкция, состоящая из рукоятей, ножей, шарнира и диска для резки прутьев, позволяет увеличить прикладываемые усилия до двух раз. Ножи у них сменные и крепятся с помощью болтов к рукоятям. Дополнительно прилаженный диск позволяет разрезать еще и металлические прутья, толщиной до 8 мм.
Самыми мощными среди ручных ножниц являются рычажные ножницы. Они крепятся к станку своим основанием, которое вмещает в себя одно из лезвий. Второе лезвие опускается при резке с помощью подвижной рукоятки. Такие ножницы способны разрезать стальной лист толщиной до 4 мм, а более мягкие металлы – до 6 мм.
Резка металла ножовкой
Для более прочных деталей с большей толщиной стоит использовать ножовки. Они представляют собой ножовочное полотно, закрепленное в раме. Ножовочное полотно является сменным элементом. Его можно менять в зависимости от типа и толщины металла. При этом стоит учитывать количество зубьев на полотне и их длину. Зубья на полотне заточены под углом 60° и их можно разводить. Есть разводка по зубу и по полотну.
Ножовочное полотно, как было сказано выше, можно менять. При этом стоит помнить о его натяжении. При замене полотно устанавливается зубьями вперед относительно рукояти рамы.
Работая с режущим инструментом, следует помнить о технике безопасности и правилах эксплуатации, а также правильно подбирать инструмент, исходя из материала, который будет резаться. Правильно подобранный инструмент может сэкономить как деньги, так и силы. Поэтому перед покупкой стоит обратиться за советом к специалистам.
Как производится распиливание металла
Распиливание металла производится с помощью специальной ножовки по металлу, основой которой является жесткая рама и режущее полотно.

Особенность режущего полотна состоит в том, что его зубцы имеют определенную направленность. Это можно заметить, если провести по ним пальцем. Проводя в одну сторону, мы просто чувствуем, что зубцы есть. Если же провести в другую сторону, то заметим, что зубцы буквально будут цепляться за кожу. Таким образом, полотно режет металл только тогда, когда мастер толкает ножовку от себя.

Ножовкой по металлу обычно режут круглые и профилированные заготовки, а также трубы. Перед началом резки полотно должно быть хорошо натянуто в раме. Для запила большой палец левой руки приставляют к месту будущего распила, а ножовку тянут на себя только для того, чтобы поставить ею начальную отметину.

Когда появилась достаточно глубокая отметина, пилить начинают обеими руками. Максимальное усилие к ножовке прикладывается в момент распила, т.е. тогда, когда ее толкают от себя.

Если требуется распилить какую-то тонкую заготовку так, чтобы на ней не было заусенцев, нужно воспользоваться ножовочным полотном с мелкими зубьями, которое зачастую вставляется в ножовку немного другого вида.

Рекомендации специалистов по некоторым видам работ
Далее расскажем, как работать углошлифовальной машиной с различными изделиями из металла.
Заточка цепи бензопилы

Фотография № 12: заточка цепи бензопилы болгаркой
Цепь затачивают на стреле бензопилы. Для работ используют заточной диск толщиной 2,5 мм. Необходимо отметить первый зуб, который вы будете обрабатывать. При грамотных действиях обновлять цепь можно 4–7 раз, прежде чем она окончательно выйдет из строя.
Резка труб

Фотография № 13: резка труб болгаркой
Начинать резать толстый металл болгаркой лучше с краев. Если начать со средней части, диск может заклинить и погнуться. В процессе обработки прилагайте усилие на нижнюю часть режущего инструмента, которая обеспечивает эффективность распила.
Резка молдингов

Фотография № 14: резка уголков болгаркой
Для распила металлических уголков можно использовать стершиеся диски или инструмент малого диаметра
Важно помнить, что работа поэтапная: вначале режут одну часть молдинга, затем — вторую
Механические варианты резки металла
При влиянии чистой механики используется самый широкий круг инструментов: диски, пилы, прессы, механические резаки. Такие способы воздействия на металл работают не только на промышленном уровне, но и в небольших гаражах на самом бытовом производстве.
Отрезные станки с заменяемыми дисковыми частями (болгарки) используется как стационарное оборудование, так и в качестве мобильного. Резать таким инструментом можно трубы,, разные конструкции, профиля и листы разных сплавов. При этом инструмент отличается высокой точностью выполнения работ, а также скоростью.
Рубка металла — в таком случае есть горизонтальный ножик. Он прижимается к листу металла и разрушает его в зоне контакта. Усиливает работу пресса гидравлика, пневматика или эксцентриковый механизм.
Также резка и рубка профлиста прекрасно выполняется на гильотинах сабельного типа. Рубка на гильотине предполагает ограничения по некоторым конструкциям со сложной структурой.
Ленточнопильный станок считается наиболее универсальным вариантом для резки любых изделий из металла. При таком варианте резки снижаются потери тепла, а сам процесс происходит под любым удобным углом. Минус станка в том, что резка доступна только для определенных размеров металла и деталей.
Условия кислородной резки
Основные условия кислородной резки:
- температура плавления выше температуры воспламенения материала в кислороде (металл должен гореть в твердом состоянии, тогда срез получится ровным, его поверхность — гладкой, продукты горения легко удалятся струей кислорода);
- температура плавления шлаков ниже температуры горения металла (жидкотекучие шлаки легко удаляются со среза);
- выделяемого тепла должно хватать для поддержания горения;
- уровень теплопроводности металла не должен быть высоким (поступающее тепло от места рассекания материала отводится, что препятствует процессу резки);
- окислы, возникающие при резке, не должны быть чересчур вязкими (например, наличие хрома и кремния в составе металла приводит к образованию плохо выдуваемого шлака и затруднению технологического процесса).
Перечисленным условиям кислородной резки отвечают нелегированные и низколегированные стали. Алюминий, медь и серый чугун этим критериям не соответствуют.
Толщина
Чем тоньше диск, тем легче резка. Более толстый круг испытывает большее сопротивление материала, а значит, резка потребует большего усилия. Тонкие же круги режут значительно легче, быстрее и аккуратнее. Они меньше нагревают материал, но интенсивнее стачиваются. Такие диски — идеальный вариант для маломощных УШМ или аккумуляторных моделей, которые потратят меньше энергии на один рез. Стандартная толщина для диска диаметром 125 мм — 2,3-2,5 мм. Тонкий вариант для диска того же диаметра — 1-1,2 мм.Тонкие круги не опаснее толстых. Бытует мнение, что тонкие отрезные диски по металлу легко сломать на ходу, поэтому многие побаиваются их покупать. На самом деле бояться не стоит, ведь внутри круга, независимо от толщины, есть армирующая сетка. Ну, а если все-таки случится разлет, то осколки будут сравнительно легкими.
Резка металла сваркой, сварочным аппаратом, прожиг
Теперь порассуждаем – что произойдет, если мы возьмем электрод, диаметром 2 мм для листа стали 2 мм, а ток выставим порядка 100А, который обычно соответствует диаметру электрода в 3 мм? А произойдет вот что – и электрод и сталь начнут активно плавиться и испаряться. Подавать электрод в зону сварки придется очень интенсивно. Никакую ванну вы не получите, а получите т.н. сквозной прожиг. Вроде неприятность, но повернем его во благо – начнем двигать электрод поступательно, контролируя возникновение прожига. И о чудо, мы режем сталь! Причем, таким образом, вы сможете разрезать достаточно толстостенный лист. Конечно, качество кромок будет намного более низким, чем при резке углошлифовальной машиной (болгаркой), но этот способ иногда вполне применим, когда не предъявляются высокие требования по качеству кромок. Ток для резки металла обычно выше на 25-30% тока, необходимого для сварки.
Как работает плазменная сварка
Метод плазменной сварки применим для сваривания и пайки тугоплавких металлов толщиной до одного миллиметра. Подходит также для сварки металлов с неметаллами и резки. Сущность этого метода заключается в локальном расплавлении металла плазменным потоком. Плазма – ионизированный газ, который содержит заряженные частицы, обладающие способностью проводить ток. Ионизируется газ при нагреве сжатой дуги, вытекающей из плазмотрона. Ее температура может достигать 5000-30000°С. В целом, есть сходство с аргонной сваркой, но там рабочая температура до 5000 градусов. Плазменная дуга считается более мощным источником энергии, чем обычная.
На чём работает плазменная сварка
В данном методе используется направленная плазменная дуга, которая образуется из обычной электрической (дежурной). Основные характеристики: высокая температура и мощность, малый диаметр струи. Давление на металл увеличивается в разы по сравнению с электродуговой сваркой.
При работе с плазмой выполняются условия:
- организуется защита электрода путем подачи инертного газа (аргон);
- применяется неплавящийся вольфрамовый электрод с присадками тория;
- разогретые стенки плазмотрона интенсивно охлаждаются.
Для запуска плазменной горелки может использоваться постоянный или переменный ток.
СПРАВКА. Плазма – это ионизированный газ, в состав которого входят нейтральные частицы и электрически заряженные.
Как это работает
После зажигания дежурной дуги ее сжимают в специальном устройстве (плазмотроне). Затем туда вдувают под давлением плазмообразующий газ (аргон). В результате зона разогревается до 50 000°С, газ увеличивается в объеме и истекает из узкого сопла с высокой скоростью.
К сведению! В обычном аргонодуговом аппарате температура достигает 5000–7000°С.
Тепловая и кинетическая энергии дополняют друг друга, образуя мощный источник. Вытекающая раскаленная струя, расплавляя металл деталей, образует шов. В зависимости от величины рабочего тока (малый, средний, большой) в технологии существуют различия.
Плазмообразующий и защитный газы проходят по отдельным каналам и не соприкасаются.
Как работает ручная и как автоматическая
Для малых объемов работ с черным и цветными металлами применяют ручные аппараты. После образования плазменной дуги сварщик подводит горелку к материалу, другой рукой подает в зону шва проволоку. Перемещая горелку и присадку вдоль шва, образует соединение. Технология позволяет вести сварку с присадками и без них.
Автоматическая сварка применяется в промышленном производстве. Оператор управляет процессом с пульта. Разработаны автоматические установки:
- для плоских деталей, труб;
- однопроходные с подачей проволоки;
- многопроходные;
- для нанесения упрочняющего порошкового напыления и т.п.
Алюминий сваривают проникающей дугой. Чаще всего детали из алюминиевых сплавов обрабатываются автоматическими установками.
ВНИМАНИЕ! Сварщик должен: защитить глаза от излучения; предупредить термические ожоги; в помещении использовать вытяжную вентиляцию.
Виды лазерной резки
Лазерная резка листового металла выполняются с помощью специальных аппаратов разных видов. Оборудование состоит из следующих элементов:
- Источника питания, который передаёт напряжение на рабочий привод.
- Генератора, который создаёт направленный поток.
- Ряда фокусирующих линз, которые усиливают, концентрируют излучение в одной точке.
Все элементы устанавливаются на рабочем столе с направляющими, шаговыми двигателями.
В зависимости от мощности выделяют три группы аппаратов:
- Твердотельные — до 6 кВт. Установки, на которых закрепляется рубин или другой кристалл для создания направленного потока энергии. Работают импульсами или постоянным излучением.
- Газовые — мощность от 6 до 20 кВт. Оборудование, для работы которого используют газовую смесь. Она нагревается под воздействием электрического тока.
- Газодинамические — от 20 до 100 кВт. Аппарат, работающий на основе углекислого газа. Отличаются высокой мощностью, небольшим расходом энергии.
Выбор зависит от целей мастера. Чем толще листы нужно разрезать, тем мощнее оборудование нужно выбирать.
 Лазерная резка листового металла
Лазерная резка листового металла
Оборудование для продольной резки
Чтобы выполнить продольно-поперечную резку металла, можно использовать разные виды оборудования:
- Станки для продольно-поперечной резки. Используются для разделения заготовок из алюминия, меди, оцинковки, ПВХ, картона. Конструкция имеет два синхронизированных вала, рабочий стол с регулируемыми направляющими. С помощью упорного винта на валах закрепляются двухсторонние ножи.
- Агрегаты, применяемые для продольной резки металла. Оборудование, которое работает в автоматическом режиме. Принцип действия заключается в том, что мастер закрепляет на загрузочной тележке металлический рулон. Она передвигается по специальным направляющим, после которых закрепляется на разматывающем барабане. Далее поперечные ножницы подрезают кромки металла. После этого отдельные ленты нарезаются дисковыми ножами.
- Линия для продольной обработки металлических заготовок. Применяется в небольших мастерских, на крупных предприятиях. Принцип заключается в том, что на подвижном валу закрепляются дисковые ножницы, которые начинают свободно двигаться после включения. Оператор с помощью панели управления задают рабочие размеры для нарезания металла.
Это оборудование используется для проведения работ с разными видами стали.
 Станок для продольной резки
Станок для продольной резки
Виды плазменных резаков и их назначение
На вопрос, как выбрать плазморез, необходимо ответить так, все будет зависеть от того, в какой области вы его собираетесь использовать. Потому что конструктивные особенности у разных видов сильно отличаются, у всех у них разный тип зажигания дуги и различная мощность системы охлаждения.
- Инструменты, работающие в среде защитных газов: аргон, водород, азот, гелий и так далее. Эти газы обладают восстановительными свойствами.
- Резаки, работающие в среде окислительных газов. Газы обычно насыщаются кислородом.
- Приборы, работающие со смесями.
- Плазменные резаки, работающие в стабилизаторах газожидкостного типа.
- Плазморезы, работающие со стабилизацией водной и магнитной. Специфичный инструмент, который редко используется, поэтому в свободной продаже трудно найти.
Существует еще одна классификация, которая делит плазморезы по виду используемого оборудования.
- Инверторные. Экономичный вариант, который может резать металлические детали толщиною до 30 мм.
- Трансформаторные. Производит резку металлов толщиною до 80 мм, менее экономичный вариант.
По типу контакта плазморезы делятся на контактные и бесконтактные. Из названий можно понять метод использования плазменного резака. В первом случае для него необходим контакт с обрабатываемым металлом, поэтому с его помощью можно отрезать изделия толщиною не более 18 мм. Во втором такого контакта не должно быть, зато толщина отрезаемой металлической заготовки может быть максимально возможной.

И еще один вид разделения – это по типу использования и возможностях потребления электроэнергии. Здесь две позиции: бытовой, работающий от сети переменного тока под напряжением 220 вольт, и промышленные (профессиональные), подключаемые к трехфазной питающей сети напряжением 380 вольт.
Но данная нагрузка не единственная. В системе плазменной резки используется охлаждение, для чего в комплект к основному оборудованию прилагается компрессор, который также работает от электросети. И его мощность нужно учитывать, подключаясь к бытовой питающей сети.
Болгарка
Болгарка – это народное название угловой шлифовальной машины, которая во времена СССР завозилась в основном из дружественной Болгарии. Этот универсальный инструмент имеет множество применений, в том числе он используется, чтобы резать профнастил. С помощью болгарки можно быстро разрезать большое количество материала, профессиональные мастера выполняют резку пачками. Однако, у этого метода есть 3 существенных недостатка:
- Угловая шлифовальная машина является абразивным инструментом, поэтому при резке профнастила неизбежно возникнут небольшие повреждения, сколы и другие дефекты, ухудшающие коррозийную стойкость материала.
- При выполнении резкий, даже если использовать специальный диск, вылетают частицы металла большой температуры, которые прожигают полимерное покрытие профнастила.
- Алмазный и специальный диск для металла при резке оставляют неровные, рваные края на месте работы, которые нужно обрабатывать дополнительно.
Болгарка
Правила пользования болшаркой
Чтобы защитить края разреза от появления коррозии после обработки болгаркой, они обрабатываются специальной грунтовкой или краской.
Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.
Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать тонкий металл, выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
Разделка лома непосредственно на демонтируемом объекте
Особо крупные узлы и детали техники, подлежащей демонтажу и сдаче в металлолом, хлопотно и неудобно транспортировать на приёмные предприятия. В таких ситуациях резку проводят непосредственно на объекте, при демонтаже металлоконструкции. Демонтаж металлолома – полностью или по фрагментам – обязателен тогда, когда по условиям безопасности металлоконструкцию необходимо разрезать прямо на месте её нахождения (например, при завалах или иных чрезвычайных ситуациях). Чем режут металлолом на объекте? С этой целью применяют следующие технологии:
Резку на гидравлических переносных ножницах – не каждая организация сможет позволить себе такое оборудование – см. статью про навесные гидравлические ножницы;

Резка металлолома гидравлическими ножницами
Резку газокислородными резаками;

Резка металлолома кислородом
Резка переносными механическими пилами – болгаркой.
см. видео – можно ли болгаркой разрезать рельс:
В первом случае применяется переносное оборудование, которое включает в себя рычажные ножницы, привод которых осуществляется от гидросистемы любого большегрузного автомобиля. Зев ножниц подобен аллигаторным, но дополнительно снабжается также специальными захватами, которые увеличивают трение, и снижают тем самым подвижность разрезаемого фрагмента во время его разделения. Гидравлические ножницы обеспечивают наиболее точный демонтаж лома.
При отсутствии данного оборудования для разрезки применяют газокислородные резаки. Их нельзя использовать при разборке завалов, но в остальных случаях, когда не требуется высокое качество разделения металла, газокислородная резка достаточно производительна, а применяемые инструменты – компактны и могут использоваться в обстановке, когда на объекте нет источников открытого пламени и взрывоопасных предметов/веществ.

Оборудование для резки газом (кислородом) – кислородный баллон, пропановый и резак
Обычные переносные шлифовальные машины («болгарки»), работающие от аккумуляторного привода – высокопроизводительный способ резки лома на объекте. Количество образующейся стружки в данных обстоятельствах значения не имеет, а качество торцев вполне удовлетворительно для последующей загрузки разрезанного лома в транспортное средство. Эффективность резки определяется ёмкостью аккумуляторной батареи.
Резка металла электродуговой сваркой — принцип процесса

Резка металла электродуговой сваркой процесс не сложный:
- для начала выбираем режим тока на аппарате, который определяем в зависимости от толщины разрезаемого металла. Сила тока должна быть сильнее, чем при сварке на 30-40%. Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;
- затем приставляем электрод к металлу и немного разогреваем его, постепенно вдавливая его в разрезаемый материал, делаем это в процессе резки все время, чтобы произошел прорез;
- когда разрезаем металлическую пластину, ее нужно поставить вертикально, чтобы окалина или «сопли» стекали вниз и не прилипали на изделие;
- выбрать специальный электрод для резки, так как они отличаются от сварочной.
Резка металла электродуговой сваркой выполняется режущим электродом, который отличается высокой мощностью дуги, высокой теплостойкостью покрытия, более быстрым процессом окисления жидкого металла. Электрод марки ОЗР-1 применяется для резки проплавки отверстий, удаления дефектов на изделии. Марку ОЗР-2 используют для разрезания арматуры до 40мм., для резки, строжки, прошивки отверстий, устранение дефектов сварки и других подобных работ. Резка производится на повышенных режимах возвратно-поступательными движениями. Угольный электрод является подходящим для разреза чугуна, цветных металлов. Он может резать большие толщины стали до 16мм., сила тока достигает 400А.
Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Какие недостатки электродуговой резки:
- низкая производительность выполненной работы;
- низкое качество реза;
- образовавшиеся наплывы на детали;
Преимущества такой резки:
- высокая скорость выполненной работы, значительная экономия времени;
- способность работать с любым металлом, сплавом;
- способность выполнять рез любой формы разреза;
- не требуется сложное оборудование, специальное помещение, особые условия.
Все это говорит о том, что процесс резки электродуговым методом является практичным и распространенным.
Лобзик
Для получения фигурного разреза на профнастиле, который невозможно сделать с помощью ножовки, используют лобзик. Ручной инструмент применяют при небольшом объеме работы, а резку большого количества материала выполняют с помощью электроинструмента. Резка лобзиком выполняется быстрее, чем ножницами или ножовкой, но медленнее, чем болгаркой. У этого инструмента есть недостатки:
- Он подходит не для всех марок профнастила. С помощью лобзика можно разрезать материал, если высота волны от 25 мм.
- Лобзик не подходит для продольны разрезов большой длины, работа выполняется долго и неудобно.

Резка профнастила электрическим лобзиком
Многие неопытные мастера задаются вопросом, чем резать профнастил, чтобы не бояться повредить материал. Кровельное покрытие из профилированного листа, как правило, имеет тонкое полимерное покрытие, которое можно повредить даже незначительным абразивным воздействием или высокой температурой. Чтобы снизить негативный эффект от резки, нужно обработать края грунтовкой, мастикой или краской.
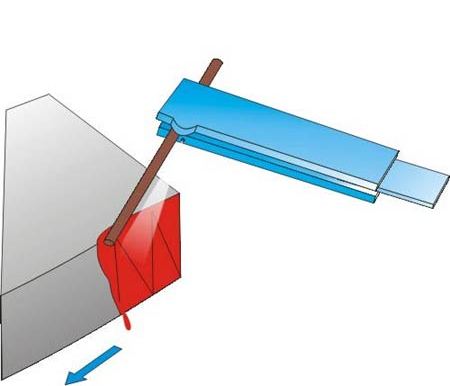
Особенности процесса резки
Станок с плазменной резкой ЧПУ раскраивает металл посредством ионизированного газа, который условно можно поделить на две категории:
- активный (т. е. кислород), идеальный для чёрных металлов.
- неактивный – водород, азот и даже водяной пар. Наиболее результативен при раскрое цветмета и многих сплавов (высоко- и низкоуглеродных, конструкционных, высоколегированных, нержавеющих).
В более технологически сложных комплексах используются газовые смеси, где с кислородом сочетаются водород, аргон, гелий. Благодаря этому исключается азотирование и окисление в районе реза, тем самым обеспечивается более высокое качество.
Плазмообразующая среда – главная характеристика всех станков для резки. Регулируется она пропорцией используемых газов и настройками плазмотрона. Изменение плазмообразующей среды позволяет менять температуру теплового потока, его скорость, плотность. Делается это с учётом обрабатываемого материала, химсостава, вязкости, физических свойств. Неправильно подобранные параметры приводят к появлению подплывов и других дефектов.
Станки плазменной резки листового металла с ЧПУ функционируют в нескольких режимах:
- Простой (используется ток, воздух и азот), не позволяет получить большую длину дуги, что ограничивает работу с металлами более 10 мм толщиной.
- Резка с использованием защитного, плазмообразующего газа или даже воды. Такие способы защищают место среза от воздействия окружающей среды.
Резка может осуществляться дугой или струёй:
Первый метод подразумевает, что разрезаемый материал выступает проводником, становится участником электроцепи. Т.е. дуга формируется между электродом и режущимся металлом. Выходящая из плазмотрона струя газа совмещается с дугой. Метод называется плазменно-дуговым и считается наиболее эффективным.
При работе струёй дуга формируется между электродом и соплом, соответственно, металл не является частью цепи. Из плазмотрона вырывается струя плазмы, которая и производит резку. Способ больше подходит для материалов, которые не способны быть проводниками.
Описание и особенности процесса
Под резкой металла понимают технологический процесс, цель которого заключается в разделении заготовки на отдельные части или изготовлении деталей различной формы. При механической обработке могут применяться различные фрезерные и токарные станки, а также специальное металлорежущее оборудование.
При проведении рассматриваемого технологического процесса учитываются нижеприведенные моменты:
Механическая обработка приводит к нагреву материала. Практически все металлы реагируют на нагрев одинаково — происходит изменение основных физико-механических свойств, повышается степень пластичности, уменьшается прочность. В случае когда нужно получить качественный срез, нагрев структуры материала исключается.
Не все сплавы могут обрабатываться без предварительного нагрева
Существуют труднообрабатываемые сплавы, резка которых возможна только при условии предварительного нагрева структуры.
При проведении обработки уделяется внимание таким качествам как теплопроводность, твердость и свариваемость.
Чаще всего резка стали и других сплавов происходит на момент подготовки сырья к дальнейшей обработке, выпуске изделий или при необходимости изменения размеров, формы уже готовых изделий на момент выполнения монтажных работ. Существует огромное количество способов резки, каждый обладает своими определенными свойствами.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.

Плазменная дуга и струя.Дуга
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.