Технология точечной сварки и изготовление самодельного сварочного аппарата
Содержание:
- Контактный сварочный аппарат
- Технология и процесс точечной сварки
- По производителю
- Преимущества точечной (контактной) сварки
- Как купить Станки контактной сварки
- TECNA
- Принцип работы
- Методы и способы
- Как купить Аппараты точечной сварки с радиальным ходом плеча
- Преимущества точечной (контактной) сварки
- Суть технологии
- По типу
- Обзор видов
- Как подобрать электроды
- Контактная точечная сварка, ручная линия сварки сетки, многоэлектродные сварочные машины
- Оборудование для точечной и шовной контактной сварки
- Варианты сварочных работ
Контактный сварочный аппарат
Контактные сварочные аппараты основаны несколько на другом принципе работы, аппараты оснащены конденсаторами, то которых при мгновенной разрядке передается на катод и принимается анодом.
В этот момент возникает широкополосная электрическая дуга большой мощности тока.
Аппараты контактной сварки подразделяют по следующему типу:
- по характеру их мобильности – на передвижные и стационарные;
- по степени универсализации – для работы с цветным металлом и тонким листовым металлом, ювелирной фольгой;
- многофункциональные сварочные станки с возможностью перестановки роликов;
- с одним рядом роликов и сдублированным;
- по способу обращения роликов — аппарат контактной точечной сварки с приводом на 1 ролик, на 2 ролика, с единственным верхним роликом, двигающимся по неподвижной консоли, опять же с одним роликом, а также перемещающейся нижней оправкой;
Контактные сварочные аппараты широко применяются на полуавтоматических заводах по производству автомобилей и военной техники.
Контактная точечная сварка легко автоматизируется, так как точечная сварка относится к роду высокоточных сварочных работ большой четкости.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.
 Точечная сварка в работе
Точечная сварка в работе
Точечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
По производителю
CEMSA
PEI-POINT
TECNA
Преимущества точечной (контактной) сварки
Принцип контактной сварки заключается в подаче сильного тока между двумя листами металла в строго определенной точке. Этот ток — около 6 000 А для листов толщиной 1 мм — подается через медные электроды, причем свариваемые листы сильно прижимаются друг с другу с помощью рычажных сварочных клещей или ручной системой сжатия с усилением зажима. В течение секунды листы нагреваются до предельной температуры плавления. Усилие, прилагаемое к электродам (около 150 кг), смешивает друг с другом молекулы металла, выполняя тем самым процесс сварки.
Металл не должен полностью разжижаться, так как в этом случае он будет выдавлен при внезапном расширении, что приведет к образованию низкоконсистентного, пористого или просто полого ядра сварной точки.
Фактически контактная сварка является просто современной аналогией метода, применяемого когда-то кузнецами, нагревавшими два элемента докрасна, а потом куя их молотом, чтобы прочно соединить вместе. Сегодня электричество заменяет собой кузнечный горн, а усилие рычажных сварочных клещей заменяет молот.
Преимущества электрической контактной сварки:
- Чрезвычайно простой процесс
- Не требует операторов со специальной квалификацией
- Этот вид сварки идеален для сварки тонких металлических листов
- Чрезвычайно надежные и прочные сварочные швы
- Не требует инертного газа
- Не требует присадочного металла (электродная проволока)
- Низкий износ электродов (нет контактных наконечников, нет сопел)
- Сохраняются особенности стали (малая зона термообработки)
- Сохраняются антикоррозионные покрытия (фабричная грунтовка, цинк и пр.)
- Сохраняются изолирующие соединения, заполнители, герметики и пр.
- Отсутствуют вредные дымовые газы
- Чрезвычайно низкий риск пожара
- Высокая производительность (не требует сверления и заполнения отверстий, не требует шлифовки и пр.)
- Не требует квалифицированного оператора (запрограммированные операции)
- Ремонтирует автомобили так же, как они изготовляются
- Простое удаление панелей в случае последующего ремонта
Область применения электрической контактной сварки:
Это все области транспортного машиностроения, авиастроение, производство электрооборудования, офисной мебели, бытовой техники, вентиляционных воздуховодов, арматуры для железобетона в строительстве и т.д.
С научной точки зрения технология контактной сварки, кажущаяся уже вполне устоявшимся и испытанным процессом, открывает большие возможности для применения во многих областях.
Как купить Станки контактной сварки
Компания «МОССклад» поставляет Станки контактной сварки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Аппараты и машины контактной сварки следующих производителей: CEMSA, PEI-POINT, TECNA, и другие.
Приобрести Станки контактной сварки у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на svar@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.
TECNA
| Tecna E4640 (N4602) | Тип привода Ножной |
Мощность сварки 16 кВА |
В наличии |
232 249 q 6 785 BYN |
||
| Tecna E4641 (N4603) | Тип привода Ножной |
Мощность сварки 20 кВА |
В наличии |
242 871 q 7 095 BYN |
||
| Tecna E4642 (N4604) | Тип привода Ножной |
Мощность сварки 20 кВА |
В наличии |
253 131 q 7 395 BYN |
||
| Tecna E4643 (N4605) | Тип привода Ножной |
Мощность сварки 25 кВА |
В наличии |
325 312 q 9 504 BYN |
||
| Tecna E4644 (N4606) | Тип привода Ножной |
Мощность сварки 25 кВА |
В наличии |
346 194 q 10 114 BYN |
||
| Tecna E4645 (N4607) | Тип привода Пневматический |
Мощность сварки 16 кВА |
В наличии |
338 295 q 9 883 BYN |
||
| Tecna E4646 (N4608) | Тип привода Пневматический |
Мощность сварки 20 кВА |
В наличии |
353 003 q 10 313 BYN |
||
| Tecna E4647 (N4609) | Тип привода Пневматический |
Мощность сварки 20 кВА |
В наличии |
363 899 q 10 631 BYN |
||
| Tecna E4648 (N4610) | Тип привода Пневматический |
Мощность сварки 25 кВА |
В наличии |
458 051 q 13 382 BYN |
||
| Tecna E4649 (N4611) | Тип привода Пневматический |
Мощность сварки 25 кВА |
В наличии |
479 842 q 14 018 BYN |
||
| Tecna 4660 | Тип привода Пневматический |
Мощность сварки 35 кВА |
Под заказ |
548 663 q 16 029 BYN |
||
| Tecna 4661 | Тип привода | Мощность сварки 35 кВА |
Под заказ |
578 897 q 16 912 BYN |
||
| Tecna 4662 | Тип привода Пневматический |
Мощность сварки 50 кВА |
Под заказ |
578 897 q 16 912 BYN |
||
| Tecna 4663 | Тип привода Пневматический |
Мощность сварки 50 кВА |
Под заказ |
608 949 q 17 790 BYN |
Принцип работы
Технологический процесс точечной сварки достаточно простой. Металлические детали плотно прижимают друг к другу, и через небольшие расстояния на них при помощи электродов подаётся ток высокого напряжения. В результате, осуществляется быстрый нагрев металла в точке соприкосновения, и образуется расплавленное ядро. Поскольку соединяемые детали плотно сжаты, происходит процесс диффузии, после прекращения подачи тока место контакта электродов остывает, и материал кристаллизуется. Соединение получается настолько прочным, что при попытке разрыва лопается металл рядом с ним, а точка приложения сварки остаётся в целостности.
Сваривание происходит за счёт разогрева металла от проходящего через него мощного электроимпульсаФОТО: svarka74.ru
Устройство аппарата контактной сварки
Любое оборудование для контактной сварки, промышленное или бытовое, состоит из двух основных (механического и электрического) и одного вспомогательного блоков.
Механический узел включает в себя:
- электроды (в аппаратах точечной сварки — зажимные клещи, в шовной — ролики);
- устройство сжатия;
- привод вращения (в шовных агрегатах);
- устройство сжатия и осадки (стыковая сварка).
Электрический блок состоит из:
- силового трансформатора;
- регулятора выходного напряжения;
- вторичного контура;
- прерывателя первичной цепи;
- регулятора сварочных циклов.
Вспомогательные блоки:
- пневмогидравлика, содержащая специальные фильтры, устройства смазки подвижных узлов, систему подачи сжатого воздуха и регулировки давления;
- водяное охлаждение.
Устройство самодельного аппарата для контактной сваркиФОТО: electrikmaster.ru
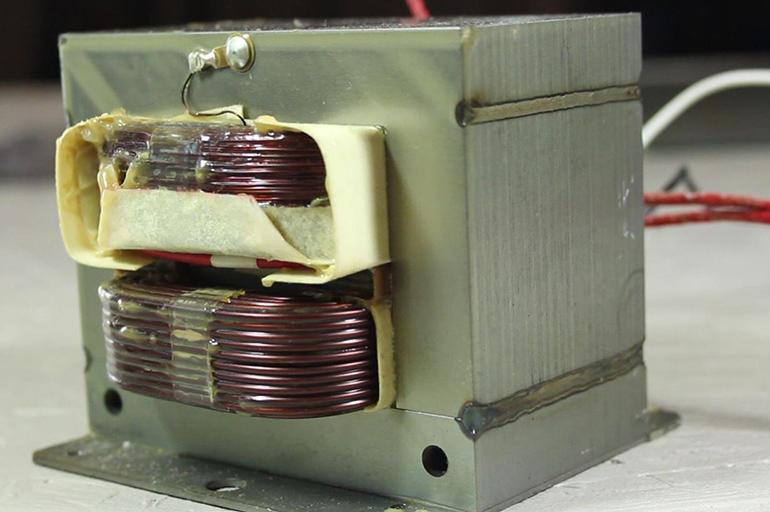
Для получения необходимого мощного разряда при малом напряжении необходим трансформатор индукционного типа. Правильное соотношение обмоток (первичной и вторичной) даёт электрический импульс, обладающий мощностью, достаточной для плавления металла в точке контакта электродов.
Зажимные клещи представляют собой два графитовых или медных контакта, закреплённых на разных рычагах и приводимых в действие прижимным устройством. Механизмы для зажима могут иметь разный привод:
- Механический. Устройство состоит из рычага и мощной пружины, а сжатие свариваемых заготовок осуществляется благодаря применению мускульной силы оператора. Используется в бытовых заводских и самодельных агрегатах, однако не позволяет контролировать силу сжатия и имеет низкую производительность.
- Пневматический. Чаще всего используется в переносных устройствах, имеет лёгкую настройку посредством регулировки давления в системе подачи сжатого воздуха. Среди недостатков отмечают медленное срабатывание и невозможность изменения давления в процессе сварки.
- Гидравлический. Непопулярный вариант, медленный, как и пневматический привод, однако имеет широкий диапазон настроек, которые реализуются благодаря использованию регулируемых перепускных клапанов.
- Электромагнитный. Используется как на больших промышленных, так и на ручных бытовых агрегатах. Отличается высокой скоростью срабатывания, имеется регулировка сжатия заготовок во время рабочего процесса, что позволяет добиться хорошей проварки металла.
Сварочник с механическим приводомФОТО: info.zhratsushi.ru
Статья по теме:
Методы и способы
В основе данного типа сварки лежит уже давно известный и достаточно часто практикуемый метод контактной сварки.
В данном случае сварное соединение на поверхности стали, меди, нержавейки либо каких-то других металлов получается за счет определенного нагрева заготовок.
Это происходит за счет того, что через трансформатор ток поступает на поверхность металла и далее на свариваемую поверхность, в результате чего металл пластически деформируется и под определенным сжимающим усилием прочно фиксируется, образуя однородную структуру.
Получаемый таким образом сварной шов должен обязательно соответствовать ГОСТ и обеспечивать прочность соединения на должном уровне.
В данном типе сварки электроды не только подают ток на поверхность металлов, но и обеспечивают необходимое сжатие, как клещи. В зависимости от металла подбираются электроды, которые могут иметь самый разный состав.
Их размер и диаметр регламентирует ГОСТ. Следует отметить, что точечная сварка алюминия производится электродами с наконечниками, так как плоские могут привести к образованию вмятин.
В любом случае, клещи должны обеспечивать эффективное прижимное усилие, которое обеспечит качественное сжатие поверхностей. Для более точной работы используется конденсаторная сварка.
При необходимости на металлическую поверхность наложить заплатку, лучше всего воспользоваться сварочным полуавтоматом. Полуавтоматом можно нанести на металл несколько разновидностей швов.
Данное устройство достаточно часто используют для данного типа сварки в автомастерских или в домашних условиях.
Следует отметить, что сварным полуавтоматом можно получить сварной шов точечного типа и о том, как это сделать, рассказывает видео, размещенное ниже. В данном случае в процесс сварки клещи не участвуют, кроме этого, используются обыкновенные электроды.
Видео:
В любом случае получаемое соединение должно обязательно соответствовать ГОСТ и иметь необходимую прочность. Очень часто для сварки стали, меди, нержавейки или алюминия используется лазерная сварка.
В этом случае металл достигает необходимой температуры не через клещи, а посредством специального излучения — именно так происходит лазерная сварка.
Лазерная сварка характеризуется такими параметрами, как мощность излучения, фокусирующим пятном, а также скоростью подачи металлических листов. Следует отметить, что лазерная сварка имеет свой ГОСТ, который и определяет ее режимы работы.
Схема точечной сварки, а также тип точечного соединения и его принцип во многом зависит от используемого оборудования.
Точечная сварка характеризуется крепким швом, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля. Именно там приходится высверлить шов.
Нужно отметить, что существует специальное сверло для быстрого высверливания точечной сварки. Сверло лучше купить, а не использовать какое-то подходящее на ваш взгляд сверло. Цена на такое сверло невысока.
Работа высверливания должна быть проделана достаточно аккуратно, чтобы можно было в дальнейшем отремонтировать кузов.
Как купить Аппараты точечной сварки с радиальным ходом плеча
Компания «МОССклад» поставляет Аппараты точечной сварки с радиальным ходом плеча во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
Приобрести Аппараты точечной сварки с радиальным ходом плеча у нас очень легко:
- Выберите интересующий товар в таблице выше
- Узнайте его характеристики, посмотрите фото и видео, нажав на название модели
- Купить Аппараты точечной сварки с радиальным ходом плеча: позвоните бесплатно из любого города РФ 8-800-333-51-02 или отправьте запрос на svar@mossklad.ru
Преимущества точечной (контактной) сварки
Принцип контактной сварки заключается в подаче сильного тока между двумя листами металла в строго определенной точке. Этот ток — около 6 000 А для листов толщиной 1 мм — подается через медные электроды, причем свариваемые листы сильно прижимаются друг с другу с помощью рычажных сварочных клещей или ручной системой сжатия с усилением зажима. В течение секунды листы нагреваются до предельной температуры плавления. Усилие, прилагаемое к электродам (около 150 кг), смешивает друг с другом молекулы металла, выполняя тем самым процесс сварки.
Металл не должен полностью разжижаться, так как в этом случае он будет выдавлен при внезапном расширении, что приведет к образованию низкоконсистентного, пористого или просто полого ядра сварной точки.
Фактически контактная сварка является просто современной аналогией метода, применяемого когда-то кузнецами, нагревавшими два элемента докрасна, а потом куя их молотом, чтобы прочно соединить вместе. Сегодня электричество заменяет собой кузнечный горн, а усилие рычажных сварочных клещей заменяет молот.
Преимущества электрической контактной сварки:
- Чрезвычайно простой процесс
- Не требует операторов со специальной квалификацией
- Этот вид сварки идеален для сварки тонких металлических листов
- Чрезвычайно надежные и прочные сварочные швы
- Не требует инертного газа
- Не требует присадочного металла (электродная проволока)
- Низкий износ электродов (нет контактных наконечников, нет сопел)
- Сохраняются особенности стали (малая зона термообработки)
- Сохраняются антикоррозионные покрытия (фабричная грунтовка, цинк и пр.)
- Сохраняются изолирующие соединения, заполнители, герметики и пр.
- Отсутствуют вредные дымовые газы
- Чрезвычайно низкий риск пожара
- Высокая производительность (не требует сверления и заполнения отверстий, не требует шлифовки и пр.)
- Не требует квалифицированного оператора (запрограммированные операции)
- Ремонтирует автомобили так же, как они изготовляются
- Простое удаление панелей в случае последующего ремонта
Область применения электрической контактной сварки:
Это все области транспортного машиностроения, авиастроение, производство электрооборудования, офисной мебели, бытовой техники, вентиляционных воздуховодов, арматуры для железобетона в строительстве и т.д.
Суть технологии
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
 Аппарат для точечной сварки.
Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей
Важно удалить с поверхности окислы и области, подвергшиеся коррозии
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование для контактной сварки.
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.
Сварочный аппарат
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.
По типу
Станки точечной сварки
от 225 984 q
от 6 602 BYN
от 1 074 566 KZT
от 210 755 KGS
от 1 331 287 AMD
от $2 549
от 2 074 €
Станки линейной и рельефной сварки
от 593 878 q
от 17 350 BYN
от 2 823 924 KZT
от 553 858 KGS
от 3 498 577 AMD
от $6 699
от 5 450 €
Настольные аппараты контактной сварки
от 387 777 q
от 11 329 BYN
от 1 843 901 KZT
от 361 646 KGS
от 2 284 422 AMD
от $4 374
от 3 559 €
Стыковые сварочные машины
от 690 845 q
от 20 183 BYN
от 3 285 007 KZT
от 644 291 KGS
от 4 069 817 AMD
от $7 792
от 6 340 €
Станки точечной сварки с координатным столом
от 4 776 448 q
от 139 547 BYN
от 22 712 284 KZT
от 4 454 581 KGS
от 28 138 397 AMD
от $53 879
от 43 839 €
Многоточечная сварка
от 345 649 q
от 10 098 BYN
от 1 643 580 KZT
от 322 357 KGS
от 2 036 243 AMD
от $3 898
от 3 172 €
Сварочные клещи
от 61 103 q
от 1 785 BYN
от 290 548 KZT
от 56 985 KGS
от 359 962 AMD
от $689
от 560 €
Сварочные споттеры
от 27 419 q
от 801 BYN
от 130 378 KZT
от 25 571 KGS
от 161 527 AMD
от $309
от 251 €
Обзор видов
Если говорить о типах рассматриваемых устройств, то следует сказать, что различные устройства могут выдавать ток различной частоты и разнообразный по своей природе.
Обычно технику для сварки разделяют на 4 категории:
- на токе переменного характера;
- сваривание при помощи постоянного тока;
- применение моделей конденсаторного типа;
- сварка при низкой частоте.
Есть немало многоточечных устройств для сваривания сеток в производственных условиях. Особенностью такой техники будет проведение сварки одномоментно в ряде мест. То есть, как можно увидеть, существует немало видов устройств. Но наиболее популярными являются модели, что работают на токе переменного типа. Они обычно являют собой трансформаторы, обладающие парой электродов в обмотке вторичного типа. Материалом для них обычно выступает медь. Изделия размещаются между ними, что при помощи специального приспособления прижимают одна к другой.
В обмотке первичного типа располагается модуль тиристорного типа, через который напряжение в 220 либо 380 вольт идет на обмотку. Подавая электричество на тиристорную модель управляющего типа, можно получить требуемую длительность тока.

А также популярны модели, что работают на конденсаторах. Обычно они состоят из следующих элементов:
- связка конденсаторных зарядов;
- большая батарея емкостей;
- устройство управления;
- электроды с прижимом для заготовок; если говорить проще, то это модель с клещами.
Тут основой работы устройства будет достаточно долгое накопление электрического заряда на конденсаторных обкладках и резкое его выбрасывание при создании короткого замыкания искусственного характера через контактную точку. Такой аккумуляторный прибор позволяет применять оборудование с меньшей мощностью по сравнению со сварочными аппаратами иных типов. Поскольку емкость батареи является постоянной, получается номинированное энерговыделение на 1 импульс сварочного типа, что предоставляет возможность получения стабильного результата вне зависимости от того, как меняется сетевое напряжение и иные параметры сети.

Как подобрать электроды
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Контактная точечная сварка, ручная линия сварки сетки, многоэлектродные сварочные машины
В настоящий момент в нашей компании доступно любое оборудование для производства сварной сетки, а также вы можете заказать нестандартную машину с особенными характеристиками:
1. Автоматическая линия и полуавтоматическая многоточечная машина контактной сварки сеток из мерных прутков
Автоматическая контактная сварка — это сочетание надежного оборудования для производства сварной сетки в промышленных объемах, а также гарантия качества готовой продукции с минимальными потерями. Наши машины позволяют достичь этой цели за счет простоты организации производства и прогнозируемой экономической выгоды на основе разработанного и проверенного нами бизнес-плана для предпринимателей. НПО «Росстройтех» выпускает профессиональное сварочное оборудование, предназначенное для ИП, частного бизнеса и до крупных промышленных заводов с массовым производством. Автоматический станок многоконтактной точечной сварки представляет собой линию для изготовления сварных сеток из проволоки, которая поставляется в бухтах. При этом машина обеспечивает непрывный процесс изготовления сетки с размерами ячеек по заданной программе. Полуавтоматическая линия многоточечной сварки из мерных прутков сваривает сетки из нарезанной в размер проволоки, которая подается в бункер предварительной подачи. Предварительно прутки подготовливаются на правильно-отрезном станке. Ровные и нарезанные в размер прутки, которые из бункерных лотков в автоматическом режиме подаются в зону сварки, это позволяет производить крупные объемы сетки, комбинируя различные диаметры проволоки. Среди полуавтоматических линий есть машины для сварки арматурных тяжелых сеток и плоских каркасов. Возможности наших машин позволяют также выбрать компромиссный вариант оборудования с большей или меньшей автоматизацией в зависимости от вашего бюджета и требуемого объема готовой продукции.
2. Ручная сварочная линия сварки строительной и арматурной сетки
Идеальный вариант для начала производства и самый выгодный станок! Вы сможете обеспечить себя сеткой и создать запасы готовой продукции на продажу, в зависимости от сезона и потребности в сетке с различным диаметром проволоки. В тех случаях, когда необходимо производить плоские и широкие сварные конструкции, ручная сварочная линия является экономичным и альтернативным вариантом машинам многоточечной сварки сеток. В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.
3. Сравнительная характеристика полуавтоматической линии с мерных прутков и автоматической линии с бухт
Принять решение о выборе производственной линии вам поможет обзор об автоматических и полуавтоматических машинах многоточечной сварки
Обратите внимание на компактную модель автоматической сварочной линии WL Компакт, которая не требует первоначального крупного запаса проволоки. Достаточно 7 бухт проволоки, вместо 41 бухты как у WL — быстрый старт без гигантских вложений в сырье!
Оборудование для точечной и шовной контактной сварки
Современное оборудование для точечной и шовной контактной сварки — это комплекс
элементов для решения технологических задач. В состав оборудования входит сама
сварочная машина, средства механизации и автоматизации процессов сварки и систему
управления всеми этими устройствами.
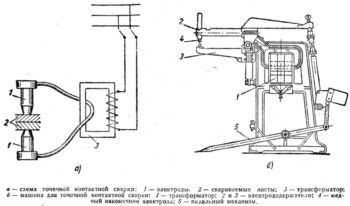
Схема машины для точечной сварки показана на рисунке выше. В составе машины
две основные части. Первая — это механическая с элементами конструкции, которые
обеспечивают жёсткость и прочность машины (корпус, кронштейн и т.п.) и приводами
для передачи усилия и перемещения деталей. Вторая часть электрическая, в составе
которой имеется источник сварочного тока (сварочный трансформатор, выпрямитель,
аккумуляторы тока — батареи конденсаторов, инверторы — преобразователи частоты
и т.д.) и вторичный контур с токоподводами — консолями, электродержателями и
электродами.
Средства механизации и автоматизации представляют собой приспособления к универсальным
машинам или устройства, обеспечивающие подготовку изделия к сварке, сборку,
прихватку, установку, перемещение и съём узла.
Система управления необходима для задания программы работы (режимов сварки,
очерёдности выполнения операций, контроля и автоматической регулировки параметров
технологического цикла, сбора и обработки информации о состоянии оборудования
и качества изделия).
Классификация сварочных машин
Сварочные машины для контактной роликовой и шовно сварки производят в разных
странах, но их все можно классифицировать по различным признакам:
1. По способу сварки. Различают машины для точечной, рельефной и шовной сварки.
2. По назначению. Бывают универсальные машины (общего назначения) и специализированные
(обычно, по типу узла или сортамента).
3. По способу установки. Различают стационарные и передвижные машины.
4. По роду питания. Существуют машины переменного тока, машины низкочастотные
и постоянного тока, конденсаторные машины.
5. По виду привода усилия. Машины могут быть рычажные, пружинные, пневматические,
гидравлические, электромеханические и др.
6. По степени автоматизации. Машины бывают неавтоматические, полуавтоматические
и автоматические.
Электроды сварочных машин
Электроды сварочных машин — это весьма важный элемент, ведь именно от их стойкости
зависит производительность точеной и, особенно, шовной контактной сварки. Основные
требования к материалам электродов изложены в ГОСТ 14111. Для сварки алюминиевых
сплавов и подобных материалов это, прежде всего, тепло- и электропроводность.
Среди предъявляемых требований также сопротивление пластическим деформациям
при температуре 300-500°C (для сварки жаропрочных сталей).
Для изготовления электродов применяют такие материалы, как медные сплавы. В
качестве электродных вставок применяют чистые тугоплавкие металлы — молибден
и вольфрам. Отдельную группу представляют материалы, упрочнённые частицами оксидов
(Al2O3, CrO3), карбидов и нитридов, обладающих высокой жаростойкостью и электропроводностью.
Для сварки медных сплавов и сплавов алюминия применяют электродные материалы
с высокой электропроводностью, для сварки жаропрочных сплавов — с высокой твёрдостью
при больших температурах (около 500°C).
Механизация и автоматизация шовной и точечной контактной сварки
Сварочные машины для точечной и шовной контактной сварки обеспечивают почти
полную автоматизацию процесса. Для уменьшения длительности вспомогательных операций
и повышения производительности всего процесса используют различные механизированные
приспособления, машины-автоматы, автоматические линии и промышленные роботы.
К сборочно-сварочным приспособлениям относятся кондукторы, стапели, сборочные
стенды, на которых выполняют сборку, прихватку и сварку изделий. На практике
также нашли широкое применение поддерживающие (выравнивающие) приспособления,
при помощи которых можно сориентировать свариваемый узел относительно электродов
или роликов сварочной машины. Примерная схема подобного приспособления показана
на рисунке.
Автоматические линии востребованы в автомобилестроении, при производстве сельскохозяйственной
техники, в вагоностроении, в электронике, при производстве трубных заготовок
и в других областях при массовом производстве.
Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.
Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.
Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.
Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.
При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.