Анодирование алюминия в домашних условиях
Содержание:
- Применение
- Износостойкость поверхности деталей после анодирования
- Теория анодирования алюминия
- Способы анодирования
- Анодирование алюминия и его сплавов
- Цель анодирования алюминия и его дальнейшее использование
- Штамповка
- Электрические свойства – пробивное напряжение анодных покрытий
- Что это такое?
- Анодирования алюминия по низкой цене (анодное оксидирование, оксидирование алюминия)
- Наполнение анодно-окисного покрытия
- Показания к анодированию алюминия
Применение
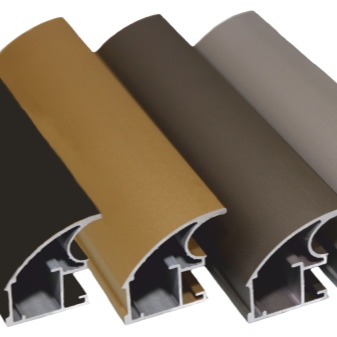
Применяются обработанные материалы весьма широко. Например, в авиации многие элементы конструкции содержат изучаемые сплавы алюминия, такая же ситуация в судостроении. Диэлектрические свойства анодированного покрытия предопределили его использование в электротехнической продукции. Изделия из обработанного материала можно обнаружить в различной бытовой технике, включая плееры, фонари, камеры, смартфоны. В быту используют анодированное покрытие утюга, точнее – его подошвы, что значительно улучшает его потребительские свойства. При приготовлении пищи можно использовать специальные тефлоновые покрытия, чтобы избежать пригорания блюд. Обычно такая кухонная утварь стоит достаточно дорого. Однако сковорода из алюминия без покрытия анодированная в состоянии обеспечить решение той же проблемы. При этом с меньшими затратами денежных средств. В строительстве применяется анодированное покрытие профилей для монтажа окон и прочих нужд
Кроме этого, разноцветные детали привлекают внимание дизайнеров и художников, они используются в различных культурных и арт-объектах во всем мире, а также в изготовлении ювелирных изделий

Износостойкость поверхности деталей после анодирования
Для оценки износостойкости покрытий используется понятие удельного сопротивления к истиранию, которое характеризуется соотношением износостойкости покрытия к его толщине. Износостойкость напрямую зависит от твердости покрытия и его толщины. Наружный слой покрытия имеет меньшую твердость и износостойкость, что характерно не только для анодных покрытий. При использовании растворяющих электролитов (сернокислого электролита) удельное сопротивление анодной пленки к истиранию увеличивается при повышении напряжения в процессе анодирования. Твердые анодные покрытия имеют в 2-3 раза более высокое удельное сопротивление к истиранию по сравнению с обычными пленками. Существуют различные методы определения износостойкости покрытий, например, регламентирован метод испытания износостойкости поверхности металла при воздействии воздушной струи с абразивом в контролируемом режиме.
Влияние режима анодирования на износостойкость анодных покрытий.
|
Режим анодирования |
Средняя износостойкость, г. |
Толщина покрытия, мкм |
Удельное сопротивление к истиранию, г/мкм |
|
Хромовая кислота |
166 |
5 |
33 |
|
Серная кислота (3,3 н.); 20 мин; 21С; 1,5 а/дм2 |
388 |
10 |
39 |
|
Серная кислота (7,5 н.); 20 мин; 21С; 1,5 а/дм2 |
200 |
10 |
20 |
|
Серная кислота (3,3 н.); 20 мин; 15,5С; 1,5 а/дм2 |
563 |
10 |
56 |
Теория анодирования алюминия
Анодирование — это процесс электрохимического оксидирования алюминия. Анодирование один из самых распространенных методов гальванической обработки. Процесс анодирования позволяет в широких пределах изменять качество поверхности обрабатываемой детали таких как коррозионная стойкость, электропроводные свойства, твердость, износостойкость и т. д. При анодном оксидировании происходит образование оксидной пленки и ее растворение электролитом. Для получения качественных анодных пленок на алюминии подбирают электролиты и режимы электролиза при которых скорость формирования пленки выше скорости ее растворения. В качестве электролитов используются растворы серной, хромовой, щавелевой и других кислот и их смесей.
В основном используется сернокислый электролит. Защитные пленки, полученные при использовании данного электролита, обладают высокими защитными и декоративными свойствами, высокой прочностью и хорошо окрашиваются. Не целесообразно использование сернокислого электролита только для обработки деталей сложной конфигурации или мелких претензионных деталей. Такие детали, а также сопряженные (сваренные, склепанные) детали анодируют в хромоксидном электролите.
Анодирование в хромоксидном электролите более трудоемко и менее экономично по сравнению с сернокислым анодированием. Процесс требует более высокого напряжения и строгого соблюдения температурного режима.
Электрохимическое оксидирование в щавелевых электролитах позволяет получать на алюминии и его сплавах толстые пленки с повышенными электроизоляционными качествами, кроме того цвет покрытия – от светло-желтого до коричнево-желтого позволяет использовать такие электролиты для декоративной обработки изделий.
Твердое анодирование
При твердом или глубоком анодировании толщина оксидных пленок на алюминии или его сплавах составляет от 40 до 300 мкм. Такие пленки имеют повышенную твердость, износостойкость и жаропрочность. Электро- и термоизоляционные свойства обработанных материалов также значительно превышают характеристики исходного металла. Недостатком твердых анодных покрытий является хрупкость, возрастающая с ростом толщины покрытия – детали, подвергающиеся ударным нагрузкам обрабатывать таким образом нецелесообразно. Твердость пленок зависит от материала, на чистом алюминии она выше – до 15ГПа, на техническом алюминии до 5,2 ГПа, на АЛ9 – 4,8 ГПа. Твердое анодирование проводится в сернокислых электролитах (раствор 17-30%). На деталях, подвергающихся твердому (толстостенному) анодированию недопустимо наличие острых кромок, выступов, заусенцев и т. д.
|
Способы анодирования
Метод образования оксидной пленки зависит от типа базовой поверхности и выбранной технологии. Примечательно, что в условиях домашнего анодирования рабочий цикл практически не отличается от промышленных условий. Разница состоит в том, что при работе с элементами сложной конструкции используют хромовую кислоту, а не серную. Существует несколько видов анодирования стали. Наиболее любопытным является цветное анодирование, которое изменяет исходный цвет детали.

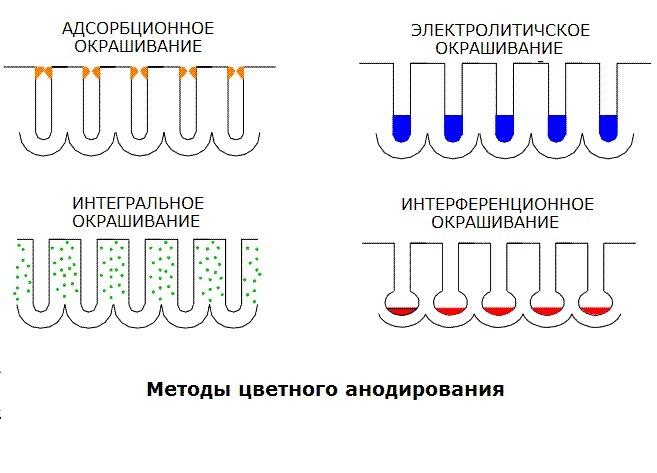
Возможны варианты изменения оттенка даже без погружения в раствор электролита. Известны 4 вида цветного оксидирования:
- Адсорбционное.
- Электролитическое, или черное.
- Интерференционное.
- Интегральное.
Рассмотрим основные методы выполнения работ.
Теплый метод
Данная технология считается самой простой. Она применяется в качестве подготовительных работ перед покраской. Пористая структура обеспечивает высокую адгезию, благодаря чему краска надежно держится на поверхности. Процесс протекает при температуре не выше 50 °C, что и дало название методу. Недостатками покрытия являются низкая прочность и устойчивость к коррозии. При нарушении технологии слой можно стереть, проведя по нему рукой. По этой причине теплое анодирование применяется в качестве промежуточной стадии перед дальнейшей обработкой.
Холодный метод
Холодное анодирование характеризуется скоростью образования окисной пленки: она гораздо выше, чем скорость растворения металла с внешней стороны. Отличается высоким качеством защитного слоя. Имеются четкие требования к температуре электролита – она не должна превышать 5 °C. Кроме того, раствор теплее в центре ванной, поэтому необходимо обеспечить его непрерывную циркуляцию.
Единственный недостаток – невозможно использовать краски органического происхождения.
Технология твердого анодирования
Твердое анодирование – лучший способ получить сверхпрочное покрытие на поверхности стали. Метод активно применяется для защиты элементов авиационной и космической промышленности. Особенность – использование одновременно нескольких электролитов в определенном соотношении, при котором их свойства будут усиливаться.
Подавляющее большинство составов, а также методика их применения защищены патентами.
Анодирование алюминия и его сплавов
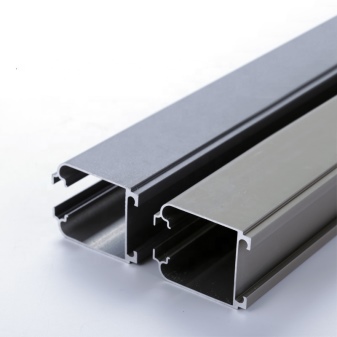
Анодированный алюминий (anodized aluminum) – металл с покрытием, которое способно предупреждать окисление алюминия на открытом воздухе и защищать его от возможных механических повреждений. Анодированное покрытие делает алюминиевое изделие, например, лист из алюминия или алюминиевый швеллер, пригодным к окрашиванию.
Способы анодирования
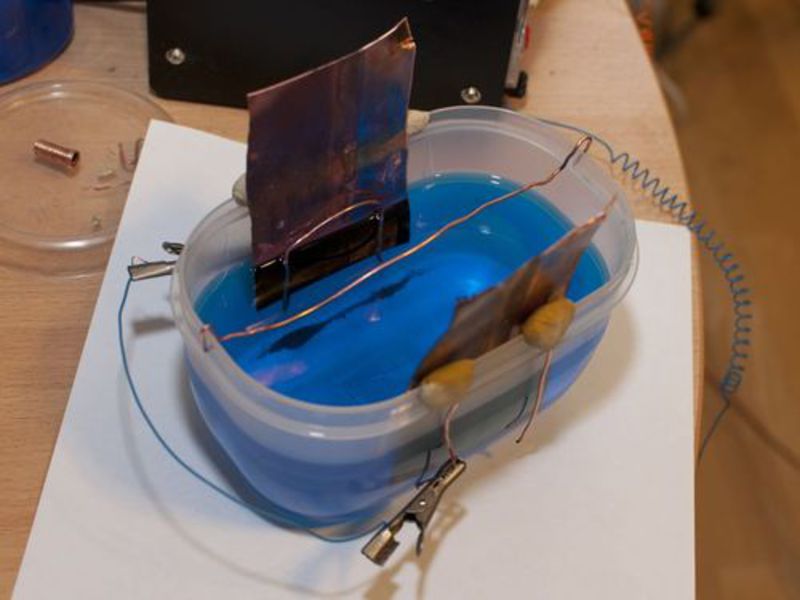
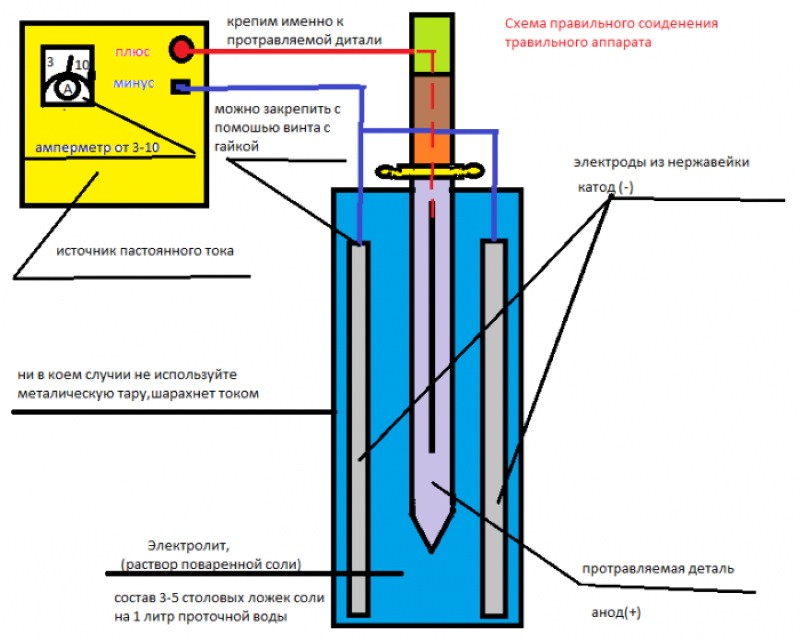
Анодирование алюминия или анодное окисление – процесс создания на поверхности металла оксидной пленки. В общих чертах техническая операция происходит так: алюминиевое изделие погружают в емкость с кислым электролитом, чаще всего это раствор (250-300 г/л) 20% серной кислоты, и соединяют с положительным полюсом источника тока плотностью 10-50 мА/см2 при напряжении источника до 100 В. Температурный диапазон проведения процесса может колебаться от -20оС до +20оС. Выбранная температура оказывает непосредственное влияние на плотность и оттенок будущего оксидного слоя: при плюсовой – слой рыхлый и тонкий, легко поддается окрашиванию любым красителем; при минусовой – слой толстый с естественной окраской (желтые тона).
В производственных условиях анодирование проводят тремя способами:
Преимущества алюминия с анодированным покрытием
Алюминий обладает отличными техническими свойствами: высокая тепло- и электропроводимость, достаточная стойкость к коррозии, легкость механической обработки. Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Характеристики анодированного алюминия:
- повышенная стойкость к износу и коррозии;
- высокие теплоизоляционные показатели;
- повышенная устойчивость к атмосферным воздействиям;
- высокая светоотражающая способность;
- не подвержен образованию трещин и шероховатостей на поверхности;
- устойчивость к повышенным нагрузкам;
- декоративный внешний вид;
- длительный срок эксплуатации;
- легкость в обработке.
Стоит отметить, что анодированный алюминий – экологически чистый материал, который даже под воздействием УФ-лучей не выделяет вредные газы.
Применение анодированного алюминия
Устойчивость к повышенным нагрузкам и легкий вес делает анодированный алюминий отличной альтернативой тяжелым металлам при возведении металлоконструкций.
А благодаря устойчивости к агрессивным средам анодированный алюминий востребован в судостроении – профили судовых иллюминаторов изготавливают только из анодированного алюминия. Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
- светотехнике;
- дизайне и архитектуре;
- строительстве: остекленение фасадов, крыш и т.д.;
- производстве бытовых приборов, акустических систем;
- производстве мобильных устройств;
- мебельном производстве.
Незаменим анодированный алюминий для эксплуатации в агрессивных вредах.
Интересный факт: Библиотека Нью-Бодлеан, что в Оксфорде, была построена в 30-х годах прошлого столетия. Элементы здания из анодированного алюминия до сих пор находятся в отличном состоянии.
Заказать и купить анодированные алюминиевые листы Вы можете в нашей компании ЕМК. Мы реализуем алюминиевые листы из сплава EN AW-5005, алюминиевые трубы из сплава EN AW-6060, алюминиевые профили из сплава EN AW-6060 и гарантируем качество изделий. Вся продукция поставляется с соответствующей документацией.
Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл
Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.
- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.
Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Штамповка
Как для штампа, так и для вырубной матрицы должна использоваться низколегированная инструментальная сталь. Тем самым предотвращается образование отложений, которые быстро появляются при использовании легированной стали с высоким содержанием хрома.
Зазор между пуансоном и матрицей не должен превышать 5% толщины материала. Нанесение защитного слоя на режущую кромку также значительно удлиняет сроки эксплуатации инструмента, особенно пресс-автоматов с высокой частотой хода. При этом увеличивается и временной цикл между затачиваниями. Для выравнивания незначительной шероховатости поверхности штампа и матрицы можно использовать алмазный надфиль. Летучие смазочные материалы, используемые в мельчайших количествах в микронном диапазоне, хорошо зарекомендовали себя. Однако если такие смазки планируется использовать постоянно, должна соблюдаться техника безопасности на рабочем месте, предусматривающая удаление загрязнений воздушной вентиляцией.
Штамповка нашей продукции, покрытой защитной пленкой, должна осуществляться защищенной стороной лицом к штампу. В противном случае защитная пленка не будет аккуратно обрезана и вызовет появление отпечатков на инструменте, что повлияет на дальнейший процесс обработки.
Электрические свойства – пробивное напряжение анодных покрытий
Пробивное напряжение анодных покрытий зависит от характеристик основного металла – сорта алюминия, чистоты поверхности, наличия легирующих компонентов. Также оказывает влияние толщина и текстура оксидного слоя. На покрытиях большой толщины с дополнительным покрытием лаком возможно получение пробивного напряжения более 2 тыс. вольт. На практике, в большинстве случаях такие высокие значения не требуются. Для покрытий, получаемых методом непрерывного анодирования (проволоки, полос) при толщине всего 5-8 мкм достигается пробивное напряжение между витками или совмещенными пластинами в 250 вольт, причем эта значение не изменяется при нагреве до 500С. Растрескивание оксидного слоя при изгибе или повышении температуры не оказывает значительного влияния на характеристику пробивного напряжения (в сухих условиях эксплуатации).
Что это такое?
Все, кто хорошо изучали химию в школе, могут помнить, что алюминий от природы покрыт тонкой пленкой. Она появляется при контакте металла с кислородом, а значит, никакой возможности избежать ее появления нет. Предпринимаются порой специальные усилия, чтобы избавить на время металлические изделия от этой пленки, к примеру, перед сварочными работами. Однако специалисты заметили, что подобный слой наряду с отрицательными несет и определенные положительные свойства. В результате их изысканий и удалось создать такой продукт, как анодированный алюминиевый профиль.
Поверхностное покрытие тверже чистого металла и даже большинства его применяемых в быту сплавов. Уровень износостойкости у него также выше. Еще в числе важных преимуществ оказывается легкость использования красителей на органической основе, потому что пленка содержит много пор
Это обстоятельство важно для тех встраиваемых и отдельных продуктов, которые призваны иметь повышенный декоративный эффект. Сам процесс нанесения пленки подразумевает использование электрохимических процессов (но об этом немного позже)
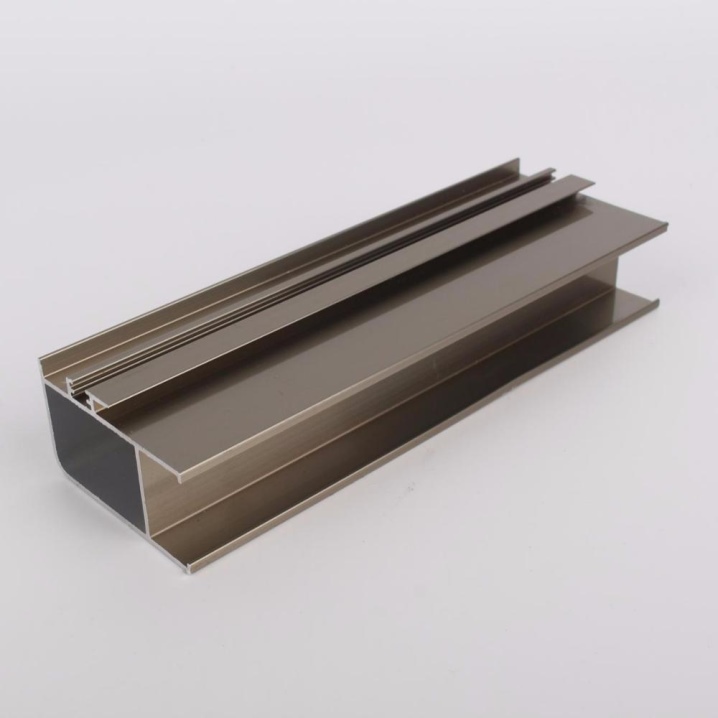
Во многих случаях конструктивный анодированный профиль имеет окрас под натуральное серебро или оформлен в изысканном черном цвете — что и позволяет почти всегда определить факт анодирования. После такой обработки материал становится намного долговечнее и химически стабильнее. Специалисты отмечают также, что его использование безопаснее, чем применение традиционных сплавов без дополнительного покрытия.

Анодирования алюминия по низкой цене (анодное оксидирование, оксидирование алюминия)
Вы можете загазать услуги по анодировани. алюминия в нашей кампании. Мы гарантируем качество нанесенных гальванических покрытий на изделия. Для уточнения стоимости анодирования, свяжитесь с нашим менеджером.
Что такое анодирование (анодное оксидирование, ан.окс.)
Анодирование (оксидирование) – электрохимическое оксидирование, образование защитной оксидной плёнки на поверхности металлических изделий электролизом.
При анодировании изделие, погруженное в электролит, соединяют с положительно заряженным электродом источника тока (анодом).
Плёнка толщиной от 1 до 200 мкм защищает металл от коррозии, обладает электроизоляционными свойствами и служит хорошей основой для лакокрасочных покрытий.
Применение анодного оксидирования деталей
Анодирование применяют для декоративной отделки изделий из алюминия и его сплавов, эмалеподобных покрытий на алюминии и некоторых его сплавах, а также используют для защиты от коррозии магниевых сплавов, повышения антифрикционных свойств титановых сплавов, для покрытия деталей радиоэлектронной аппаратуры из ниобия, тантала и др., в самолёто-, ракето- и приборостроении, радиоэлектронике.
Сразу после механической обработки алюминий взаимодействует с кислородом воздуха, поэтому при нормальных условиях поверхность всегда покрыта тонкой оксидной пленкой. Структура пленки и ее состав зависят от воздействия атмосферных явлений.
Но алюминий всегда имеет оксидную пленку толщиной 2-3 нм. Эта пленка защищает металл от дальнейшего окисления и обладает превосходной электропроводностью.
Оксидная плёнка образуется на чистом алюминии, при комнатной температуре и имеет аморфную структуру (не кристаллическую) и поэтому не является хорошей коррозионной защитой.
Защитное покрытие алюминия
Защита алюминия от коррозии реализуется путем создания на его поверхности кристаллической оксидной пленки толщиной 20-30 микрон. На следующих этапах процесса анодирования эта пленка может быть окрашена или может сохранить естественный цвет.
Анодирование алюминия позволяет так же получить различные декоративные эффекты, такие как зеркальная поверхность, матовая и полуматовая поверхность, имитация полированной и шлифованной нержавеющей стали.
Процесс анодирования алюминия
Прежде чем приступить к процессу анодирования необходимо очистить поверхность алюминия от загрязнений и убрать оксидную пленку. Для этого проводят процессы обезжиривания и травления.
Процесс, в результате которого, происходит образование на поверхности металла высокопористых оксидных слоев алюминия. Процесс анодирования является электрохимическим.
Существуют два вида оксидных пленок, которые образуются в процессе анодирования:
Барьерная – оксидная пленка растет в нейтральных растворах, в которых оксид алюминия трудно растворим. Преимущественно это бораты аммония, фосфаты или тартраты.
В первые секунды анодирования на алюминии образуется барьерный слой, сначала формирующийся в активных центрах на поверхности металла. Из этих зародышей вырастают полусферические линзообразные микроячейки, срастающиеся затем в сплошной барьерный слой. При соприкосновении с шестью окружающими ячейками образуется форма гексагональной призмы с полусферой в основании.
Под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры (в центре ячеек), число которых обратно пропорционально напряжению.
В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования.
Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной.
На этом процесс анодирования заканчивается, мы получаем покрытие с замечательными оптическими и технологическими свойствами.
Преимущества анодирования изделий
Анодированные изделия могут служить десятилетиями без изменения своих декоративных свойств. Анодная защита от коррозии настолько эффективна, что может защитить детали от самых агрессивных воздействий. Эти замечательные свойства давно оценили производители автомобилей, строители, военные, авиапроизводители.
Наполнение анодно-окисного покрытия
Официальное, “гостовское” название этого процесса – наполнение анодно-окисного покрытия, например, по ГОСТ 9.031 или ГОСТ 9.301. Часто употребляют термин «наполнение пор». Нередко вместо «гостовского» «наполнения» применяют не стандартизированный термин «уплотнение», который, может быть, и лучше отражает существо дела. Вообще о путанице в терминах надо поговорить в отдельной статье. Отдельный разговор нужен и по нормативным документам, которые регламентируют процесс анодирования и контроль его качества – отечественным, а еще больше – заграничным.
Как и ранее под анодированием алюминия мы понимаем стандартное сернокислое анодное оксидирование, то, которое применяется, в частности, для строительных алюминиевых профилей. Анодирование в других растворах, например, хромовой кислоты, применяется, в основном, для деталей машин, транспортных средств, военной и аэрокосмической техники.
Чтобы лучше представить себе процессы, происходящие при наполнении пор, полезно осознавать соотношения размеров анодной поры (рисунок 1).

Рисунок 1 – Размеры типичной анодной ячейки при сернокислом анодировании
Если диаметр поры составляет где-то 25 нм, а ее высота 25 мкм = 25000 нм, то представьте себе при тех же соотношениях размеров «пору» диаметром 25 см и высотой 25000 см = 250 м. Это – труба диаметром в четверть, а высотой чуть не с Эйфелеву башню!
Показания к анодированию алюминия
Хотя большинство марок Al имеют хороший внешний вид и коррозионную стойкость во многих случаях, иногда требуется дальнейшее повышение этих свойств. Это может быть достигнуто с помощью вышеназванного процесса. Следующие сплавы лучше всего подходят для получения анодированного алюминия:
- 5XXX серия;
- 6XXX серия;
- 7XXX серия.
Покрытие из оксида алюминия может не иметь требуемой степени защиты на некоторых сплавах. Кроме того, они могут иметь слой оксида алюминия после процесса анодирования, который оставляет нежелательный цвет, такой как непривлекательный желтый, коричневый или темно-серый.
Несмотря на то, что существуют некоторые вариации от каждого сплава к сплаву, вот краткий анализ анодирования по типу серии:
1XXX – эта серия покрывает чистый Al. Он в этой серии может быть анодирован. Образующийся слой оксида алюминия, который образуется, является прозрачным и несколько блестящим. Поскольку нижележащий чистый Al является относительно мягким, обработанные предметы могут быть легко повреждены и не иметь механических свойств по сравнению с другими сериями Al-сплавов.
2XXX – эта серия используется для обозначения Al, легированного медью. Медь в этих сплавах создает очень прочный и твердый Al -сплав. Хотя медь полезна для улучшения механических свойств Al, она, к сожалению, делает эти сплавы плохими кандидатами на анодирование, матовый цвет не дает привлекательности таким изделиям.
3XXX – эта серия листового алюминия, легированного марганцем. В то время как анодированный слой обеспечивает достойную защиту Al подложки из марганца, он создает нежелательный коричневый цвет.
4XXX – эта серия состоит из Al, легированного кремнием. Анодированный материал 4XXX хорошо защищен слоем оксида алюминия, созданным в процессе анодирования
Тем не менее, важно отметить, что серия 4XXX имеет темно-серый, почти черный цвет, которому не хватает эстетической привлекательности.
5XXX – эта серия обозначает Al, который легирован марганцем. При анодировании сплавы 5XXX имеют в результате оксидный слой, который является прочным
Они превосходные кандидаты на анодирование, тем не менее, некоторые легирующие элементы, такие как марганец и кремний, должны находиться в пределах установленного диапазона для нормального протекания процесса анодирования.
6XXX – эта серия была создана для Al, легированного магнием и кремнием. Эти сплавы являются отличными кандидатами для процесса, полученный оксидный слой прозрачен и обеспечивает превосходную защиту. Поскольку сплавы 6XXX обладают отличными механическими свойствами и легко анодируются — алюминий анодированный данной серии часто применяется для конструкционных проектов.
7XXX – эта серия легированного Al использует цинк в качестве основного легирующего элемента. Очень хорошо подходит для процесса анодирования. Последующий оксидный слой прозрачен и обеспечивает отличную защиту. Если уровень цинка становится чрезмерным, оксидный слой, может стать коричневым.
Анодированный алюминий “под золото” и “под серебро”